智能工厂如何做到OEE从83%到92% 点击:141 | 回复:0

“没有衡量就没有增长”,同样,中国智造如果没有可衡量、可实现的指标体系,也终将沦为一句口号。工业体系不缺乏指标,然而,要想找到关键指标并搭建起能够行之有效的指标体系并非易事。据了解,在各种类型的指标体系中,普遍采用的指标大概也就几十个。无论哪种指标体系,OEE指标都是一个难以忽视的重点。因为OEE就是定义世界一流制造企业的核心指标。今天我们就来深入认识一下OEE,并分享世界知名汽车零部件制造商麦格纳,如何通过基于工业互联网的智能制造将OEE水平从83%提升到92%,迈入世界一流制造水平企业的。
设备综合效率OEE
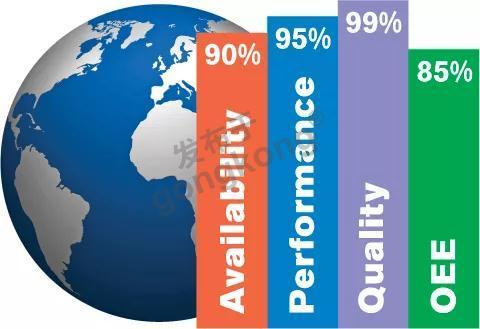
设备综合效率OEE的计算公式可以写作“时间开动率*性能开动率*合格品率”,也可以写作“(合格产量*理论加工周期)/负荷时间”,或者写作“合格产品的理论加工总时间/负荷时间”。其本质是设备负荷时间内实际产量与理论产量的比值,也是对周期内用于加工的理论时间和负荷时间的百分比的计算。它反映的是企业/产线的实际生产能力,因此OEE是诸多工业指标中的核心关键指标。
虽然OEE的计算公式看起来很简单,实际上它的每一个计算因子都需要被层层分解。比如,时间开动率被分解为“开动时间/负荷时间”,而负荷时间又被分解为“日历工作时间-计划停机时间”……同时,由于工业生产环境复杂,OEE的计算也需要考虑到各种因素,其计算方式也会因场景不同而不同。比如,工厂停水、停电、停气造成的设备无法工作,以及等待订单、等待检查、等待上一道工序这些情况,到底应该如何归属和计算,因为归属和计算方式的不同都会造成OEE计算结果的巨大差异。

也正因为OEE具有明显的场景、行业属性,我们在看待OEE的计算结果的时候,不能一概而论。你或许听过“OEE分数超过85%就达到了世界一流工厂的水平”这种说法,这还要从OEE这个指标的历史渊源说起。首先是这个概念的时代背景是上世纪70年代,地点是日本,行业是汽车制造。当时日本工厂维护研究所的中岛诚一首次引入了世界一流OEE分数的说法,因为他发现日本授予的杰出工厂奖获得者其OEE分数均超过了85%。
虽然世界一流OEE分数的说法最初是用于汽车制造行业,但并不妨碍它扩展到整个离散制造领域。目前在离散制造行业已经公认“85%”这种说法,它也是众多离散制造企业奋斗的目标。因为,目前来看大部分的该领域企业的OEE分数普遍在60%,甚至低于40%的企业也不在少数。“100%(完美)”、“85%(世界一流)”、“60%(一般)”和“40%(低水平)”这四个OEE分数档次已经成为行业基准。

当然,OEE的分数并不仅仅是一个数字,不是因为它需要复杂的分解才能计算得出,而是这些数字背后切实的反应了工厂和产线非常具体的“失分点”。从整个生产过程来讲,OEE的损失可以归纳为以下三个因素:可用性损失、性能损失、质量损失。这些损失还可以细化为“设备六大损失”:机器故障、速度下降、停顿、调整与设置、启动损失、缺陷与返工。追踪、优化OEE的一个重要目的就是减少制造业所存在的设备六大损失。
最简IDA方法提升OEE水平
由此可知,提升OEE水平实质上就是解决OEE损失的过程,也就是减少可用性、性能和质量的损失,或者说减少设备的六大损失。事实上OEE是(总生产维护)TPM体系的一个重要部分,也是精益制造的一部分,这些和六西格玛等都是制造优化和改进的方法和理论体系,他们都经过了长期的发展,对于大部分企业来讲,落实这些复杂的体系具有很大的挑战。
不仅如此,这些制造系统和体系都是在数十年已有的传统制造体系下诞生和发展,其理论和方法在物联网、大数据、人工智能逐渐普及的第四次工业革命过程中,有很多其实可以通过更便捷的方法来实现,而且这些体系以及工业领域的很多协议、标准都在更新以适应这时代,以及未来的发展需要。
换句话说,当下企业不应该被这些繁杂的传统体系所束缚,与其抱残守缺或者等待这些遗老遗少更新换代,不如抓住时代和技术的发展窗口,通过最简单的方法快速实践,走出一条路来。那么有没有一种简单容易理解、高效而且方便实施的指导方法呢,当然有。
这个方法就是IDA(信息,决策,行动),也就是利用信息提高生产力的简单高效的过程。信息是IDA的基础和起点。优质的信息(即准确,相关且易于理解)是有效决策的前提。决策是信息与行动之间的关键,是审查信息并确定行动方案的时刻。行动是将理论可能性转化为切实进展的地方,将决策转化为结果。IDA简单而通用,其方程式也很类似OEE,可以写作信息*决策*行动=结果。

不仅如此,IDA之所以适应这个时代,根本在于这是一个“数据”时代,IDA的基础“信息”可以说在这个时代没有任何门槛。但同时我们也应该看到,在这个数据“泛滥”的时代,很多场景下其实挑战不在于能不能采集到数据,而是如此多的可采集数据,到底哪些数据才是最关键的。
对于OEE来说,最重要的是找的那些影响产量、影响性能等的关键信息。其次是在获得足够的产量信息、设备损失信息等之后,最快的改进方法之一是不懈地关注“最大的损失”。换句话说,将注意力集中在可能会产生重大成果的最小的改进措施上。
迈向世界一流
让OEE从83%提升到92%
麦格纳旗下格特拉克(江西)传动系统有限公司(GJT)智能制造项目可以说是一个IDA方法的成功典型。麦格纳是北美第一、全球第三大汽车零部件供应商,旗下格特拉克(江西)传动系统有限公司(GJT)不但拥有大量的数控机床等设备,在信息化应用方面,也已形成了以SAP为核心的业务经营系统,并在赣州、DCT、南昌三地工厂成功实施了MES项目,实现对SAP相关物流业务的深化应用。
虽然GJT已经进行了卓有成效的信息化应用建设,但是囿于已有MES等传统系统的能力范围,还存在诸多的不足之处,为GJT的信息化升级带来了挑战。总体来看,最关键的是智能设备未联网,车间最后一公里还未打通。设备的运行参数无监控,需要人工获取。工艺过程对比、OEE填报与统计等依靠人工进行,费时费力。
这些刚好对应到我们所说的IDA的方法和思路中的“信息”无法流畅获取这个大前提。这种状况直接影响了公司高管的决策,比如不能确定“订单能不能接”、“是不是要增加设备和人员”等;也影响了生产主管、设备主管和工艺主管的管理,使他们无法确定“工厂的真实产能”,设备保障任务难以完成,以及面临人员效率、产品追溯等问题。
GJT与工业互联网服务商寄云科技就本次项目展开了深入的合作,目前已经完成了第一阶段的工作。寄云科技帮助GJT打通数据链路、实现数据实时化,同时构建起企业全局的“数据的中心”,融合IT数据和OT数据,构建了可视化的数字化车间实时看板,实现了包括设备状态实时指标、关键工艺流程指标、生产过程可视性、设备维护历史的实时展示和告警。
项目对关键的KPI指标(OEE、JPH、MTTR、MTBF)实现实时和精准的测量,实现设备与设备的对比、班次与班次的效率对比,提高辅助决策精准度,实现了生产数据可视化、生产过程透明化,进而提高了GJT运营和决策的效率。另外,项目能够实时掌握设备运行状态,实现数字化设备绩效管理手段,减少人工统计工作量,提高生产效率,提供预防维护支持。最关键的,项目能够通过数据分析直接给出效率损失的原因,提高问题定位速度,实现精细化、精益化的设备管理。
最后经GJT内部统计及测算,得益于项目对设备加工节拍管理精细化,以及车间生产管理、设备管理等量化和可视化等,GJT工厂平均OEE指标实现了9%的提升,从83%上升到92%,直接迈入了“世界一流”的水平。此外,还获得了诸如MTBF指标下降6%,以及产线所需人员减少等可量化的可观收益。
欢迎关注(张驰管理咨询专业做六西格玛、精益生产管理培训咨询与项目辅导服务)





楼主最近还看过
- 某工厂冲压区精益管理标准工...
 [469]
[469] - 精益生产在中国发展的经验之...[738]
- 求助,PLC485通讯口测试[583]
- 12月广州六西格玛黑带培训课...[628]
- 国内变频器的市场状况与营销...[2412]
- 精益六西格玛在物流领域的新...[454]
- 上海图书馆导入六西格玛可行...[1282]
- 北京烟草行业基于精益生产管...[463]
- 怎样确定企业导入六西格玛管...[563]
- 广州公司基于六西格玛培训改...[638]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
