A公司基于SPC让新产品乘风破浪 点击:151 | 回复:0

新产品投产在即,A公司的工艺工程师小王和一个品质工程师小李联手了,他们决定开创工厂品质控制的新时代----试点SPC的运行:
首先他们结合特殊特性清单和PFMEA,选择某产品的台阶尺寸φ55.01(0/+0.03)开始试行SPC的运作,使用X-R图进行分析。
第二步,开始实施X-R图的准备工作--测量系统分析。方案内容为:选取10个已加工完成的工件作为测量样件,选择包括机台检验员在内的三个检验员,分别进行三次测量,记录测量结果,使用0.02*150的游标卡尺。
但在实际测量过程中,因目前产品生产50套/每日,还没有形成一定批量,对人、机、料、法、测、环方面也未形成一套稳定的模式,故而在测量后计算得到的%R&R值为93.43%,
没达到要求啊!
随后小李对测量过程仔细分析,发现主要存在三点问题:
1. 人员问题
所选的检验员除了该工序仅有的一名检验员外,一个是新进厂的检验员,一个是另外工序的检验员,这两个人之前均未做过台阶尺寸的检验。
2. 仪器问题
游标卡尺精度为0.02mm,为公差的1/3,加上测量人员读值的误差,满足不了产品要求。
3. 样件选择问题
所选的样件是从刚加工好的一批合格产品中直接选取的,未对尺寸数值进行筛选,致使样本数值范围未体现实际加工的数值变差范围。
根据以上分析小李又组织重新实施了MSA:将新检验员重新培训,统一测量手法(同一位置间隔120度测量三点取均值),使用精度为0.01mm、规格50-75mm的千分尺,为测试试验结果,选择昨天检验员检出的一个超上差产品。虽结果未达到要求,%R&R值为40.36%,但数值已大幅度下降,说明样件的变差对结果影响较大,量具的重复性和再现性分别为28.56%和28.51%。
小李工程师再次分析总结后,认为%R&R值超差的根本原因,在于总测量变差仍然未覆盖生产过程变差。重新研究产品的波动范围:确定正常加工时产品尺寸变化的最大和最小范围,均不选择样件,再次现场实施MSA,记录测量结果,计算出的结果为9.89%,小于10%,评价可接受.故而修改检验文件等,明确测量设备及测量方式,同时给所有检验员培训后考核检验能力,确保MSA一直符合要求。
可太不容易了!
下面就开始进行控制图分析阶段和控制阶段了。
这时就该小王大显身手了:
小王先分析了产品台阶尺寸的人、机、料、法、环、测,根据加工设备的特点、生产班次、产线计划的安排等,经过对取样频次的研究,初步确定从首检开始,每三小时取样一次,一次五个产品。
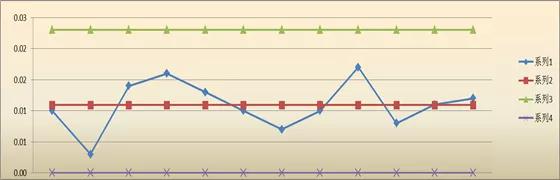
收集现场数据,做控制图如下:
X-CHART

R-CHART
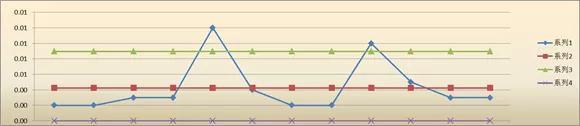
分析控制图可知,生产过程中存在异常因素。
均值图不仅有超出点,均值还在递减,有导致尺寸减少的因素一直影响生产加工;极差图显示已有两点超出控制上限,且有明显的周期。
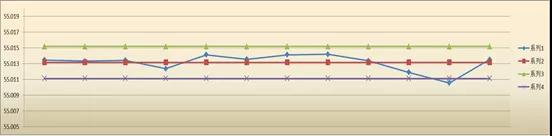
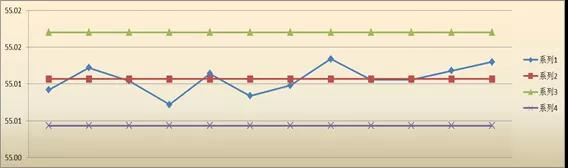
经调查实际加工情况,此工序内有两台设备同时加工,因考虑现场测量方便,取样测量位置安排在后工序,故而测量的是两台设备生产后混在一起的产品,按机台分开重新收集数据发现,一台(a设备)CPK为0.76;另一机台(b设备)连续取样计算CPK为1.66,现场检查分析时发现,a设备有两个夹具进行加工,其中一个装夹装置磨损严重,产品夹持后有晃动,加工的工件尺寸波动较大,维修工装后重新取样(如下图所示),还是不稳定,控制图仍存在异常,但追溯生产过程各记录,未找到具体原因,决定a设备暂时停机待查,不再生产。
X-CHART
R-CHART
小王要吐血了,这个关键工序只剩一个独苗了!幸亏生产节拍还跟得上,要不生产经理会堵门的!
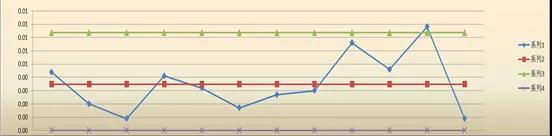
但是!b设备会争气吗?的数据来说话了:
在b设备生产的产品中取样做控制图,具体如下,虽有一定周期,但评价整体应能接受。还好,还好……
X-CHART
R-CHART
小王和小李已初步完成了控制图的分析阶段,可以延长控制限交给生产现场监控了。当然a设备的分析改进还在继续中。





楼主最近还看过
- 某车间6S管理推行经验,拿走不...
 [516]
[516] - 市政系统如何将精益六西格玛...[1759]
- 铁路行业|六西格玛培训在旅客...[500]
- 6SIGMA适合在石油炼化行业发...[768]
- 广州X五金行业精益生产实施案...[588]
- 精益成本法在公路养护中的应...[983]
- 杭州造纸业落实TPM管理工作的...[507]
- 汽车行业生产现场5S管理培训...[583]
- 精益生产推进失败的3大因素[1040]
- 工业品营销如何入手?[536]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
