LG应用六西格玛解决微波炉门泄漏问题 点击:323 | 回复:1

一. 定义
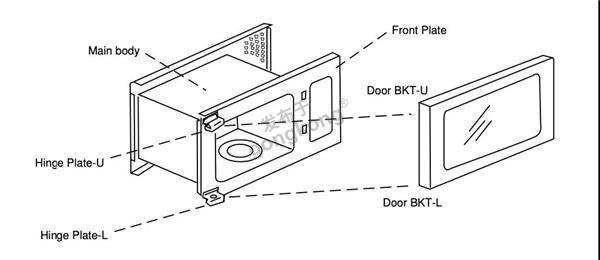
对于世界各地的生产者来说,微波炉的门是一个长期存在的问题,它的问题主要是由于泄漏。这不仅会影响烤箱的性能,而且在使用过程中也可能导致烤箱本身损坏。
该泄漏规格为0.5mW。LG的数字设备部,决定采用六西格玛方法去解决微波炉的门的泄漏问题。
在定义阶段,他们知道当时的DPMO是750,也就是,每生产一百万部微波炉,就会有750部出现泄漏问题。
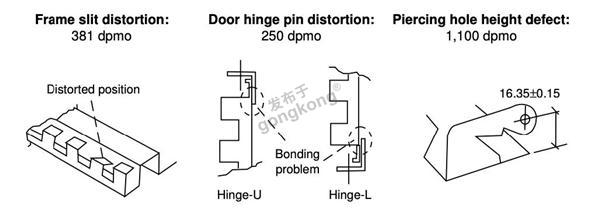
六西格玛团队经过一番努力,把有关数据制作成因果图(Cause & Effect Diagram) ,并找出三个门漏的主要原因:
扭曲框架狭缝 - (381 DPMO)
门铰链销扭曲 - (250 DPMO)
铰炼板上的穿孔高度的缺陷 - (1,100 DPMO)
六西格玛团队最后决定把铰炼板上的穿孔高度的缺陷作為改进项目的结果变量Y。
二.测量
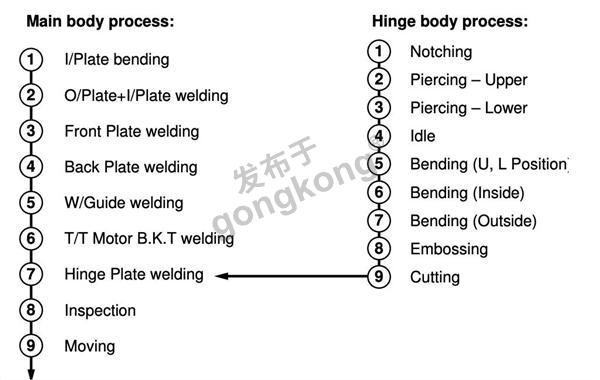
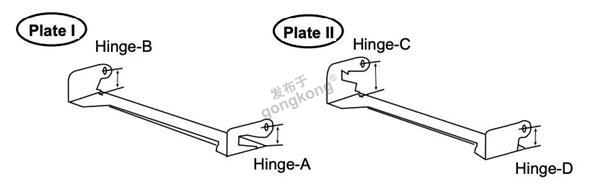
穿孔是在制造铰链的过程中经过刺板。整个过程(Hinge Body)从板的切口开始,在上铰炼和下铰链上钻孔,然后弯曲、压花和切割。然后,铰炼板会在主体工序中(Main Body Process),焊接到微波炉的主体上。
对于穿孔的高度,目标值为16.35mm,规格上限设定为16.50mm和规格下限为16.20mm。两种不同的类型,分别测试铰炼板(板I和板II)。
针对两种铰炼板类型,在一段时间内完成了仔细的测量,共测量了49块的I型板 (Plate I) 以及49块的II型板 (PlateII) 。
三.分析
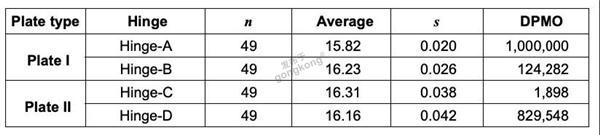
从测量数据的结果所显示,铰链-A,它的穿孔高度的整个分布明显地低于规格的下限,为1,000,000 DPMO。
铰链-D,过程能力也非常差,为829,548 DPMO。
铰链-B,DPMO值稍好一些。
铰链-C,数据最理想。
然而,所有铰链的测量数值,其分散程度很小,这过程能力的问题不在于变异大,而在于分布偏离中心。因此,改善的方向是将这个特性改良至接近中心值。
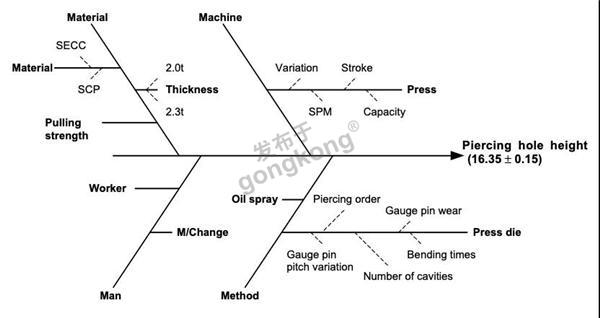
为了找到影响穿孔高度分布中心的输入变量Xs,团队使用了因果图 (Cause and Effect Diagram)。
在经过一场脑海激荡 (Brainstorming) 阶段之后,六西格玛团队指出材料 (materials),穿孔顺序 (piercing order) 和弯曲次数 (bending times) 是穿孔高度不居中的最大可能的影响因素。
四.改进
为了改善过程的中心性,六西格玛团队决定采用实验设计的方法 (Design of Experiement)。因变量Y是穿孔的高度,主要因子Xs如下设置为实验。
A:材料: SCP( - ),SECC(+)
B:穿孔顺序: 弯曲前穿孔( - ),和穿孔前弯曲(+)
C:弯曲次数: 2次( - ),3次(+)
团队进行了8组,以2^3因子设计的实验,并记录结果。
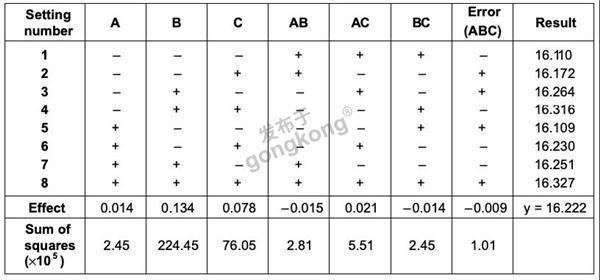
结果的立方图如下:
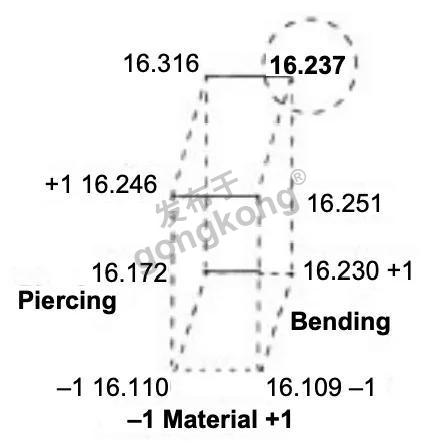
ANOVA(方差分析)如下
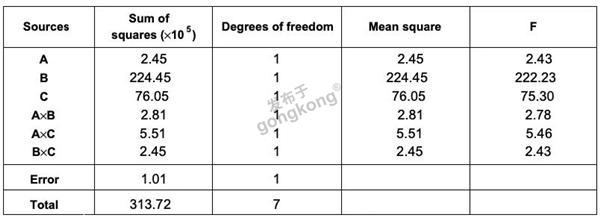
效果分析表明,因子B(穿孔条件)和因子C(弯曲时间)是重要和显着的因素。
从数据模型中,可以得出,因子B和因子C都应该设置在高水平以获得较为接近中心的结果。
这过程提供了非常好的预测模型,将因子B设定在高水平,即在刺穿前弯曲,而因子C也设定在高水平,即弯曲3次。
因子A不是显著因素,团队把此因子也设定为高水平(SECC),因为SECC是最便宜的材料。
通过这样做,所有四个铰链的高度分布将更好地居中,并且两种类型地板的过程性能显着提高。
以下,改变因子水平前和后的所得结果。

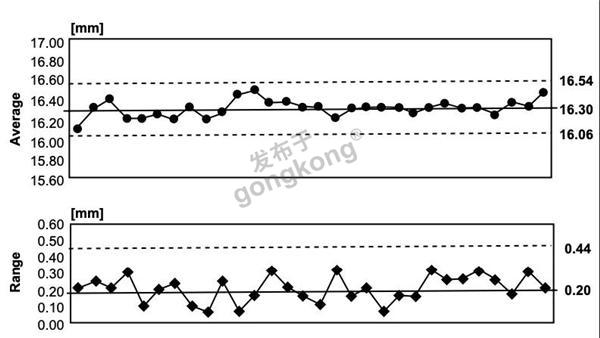
五.控制
为了验证改进的成果,六西格玛团队使用过使用控制图来观察Y在改进后的变化。
最后,公司高层管理人员认可了这个效果巨大的成本节约。





楼主最近还看过
- 精益生产培训公司之精益生产...
 [819]
[819] - 浅析成都节能行业六西格玛项...[533]
- 生产现场实施精益咨询5S管理...[519]
- 六西格玛管理在油田开发企业...[624]
- 精益生产现场管理与改善学习...[452]
- Minitab软件在六西格玛统计质...[805]
- 天津H电子厂利用精益生产提升...[487]
- 六西格玛在旅客列车服务业中...[692]
- 六西格玛咨询项目在某公司的...[887]
- 北京建材行业PMC管理运作方案...[498]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
