精益生产培训公司之精益生产管理排产四大算法! 点击:1132 | 回复:0

精益生产排程,是指将生产任务分配至生产资源的过程。在考虑能力和设备的前提下,在物料数量一定的情况下,安排各生产任务的生产顺序,优化生产顺序,优化选择生产设备,使得减少等待时间,平衡各机器和工人的生产负荷。从而优化产能,提高生产效率,缩短生产周期!
排产六大要素
①销售订单需求:此要素是根本,是编制生产排程的首要条件,所以销售订单要搞准确,包括预测都要做到有根有据,我们的原材料订购需要一定周期,所以我们通常要求销售一个月需求是正式订单,还有两个月计划是预测。
②材料准备到位:材料准备到位,也就是要避免“巧妇难为无米之炊”的事情发生,这是供应链中的重要环节,需要我们制订精确的购买计划和到料计划。
③库存储备合理:精益生产讲究库存合理性,要控制成本,提高效率。库存要受控,一方面不让客户停线,另一方面不能过剩,不能呆滞,包括原材料和成品。
④设备模具完好:设备模具是战斗用的武器,它的完好性决定着我开产是否顺利,是否有高产出和高品质,所以这个保证一定要做好。
⑤人员配备恰当:人是一切活动的中心,生产人员、技术人员、管理人员的配备要合适、合理,要人人有事做,人人可创造价值,我们强调“安全、质量、成本”,就是靠这样的团队去完成的。
⑥产品工艺正确:这一条,也是排产的重要条件之一,我们讲生产,工艺路线要正确,作业指导书要规范,产品质量要有保证,要设计合理,图纸正确,标准清晰,参数稳定。
生产计划排程既有相对简单的算法,例如,最短交货期算法,最短工序算法等,也有复杂的算法,例如,神经网络、模拟退火法、遗传算法、禁忌搜索法等。
一、四种简单算法的比较
这些年的研究资料表明生产计划排程并不存在一个全局最优的排程规则,也不是算法越复杂结果就越好,这一点通过下面一个例子对4种简单算法进行计算就可以得到验证,这4种简单算法中计算复杂性稍有不同,并不是算法越复杂排程结果就越好。
要做比较计算的4种算法(计算的复杂性依次递增)是:
(1)最短工期
(2)最早交货期
(3)按照工期和交货期之间的距离
(4)CR值
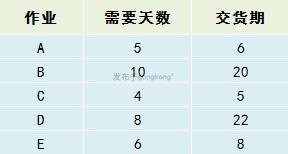
下面借用一个例子,见下表。比较这4种算法的排程结果,我们按照作业逾期天数为评价标准。
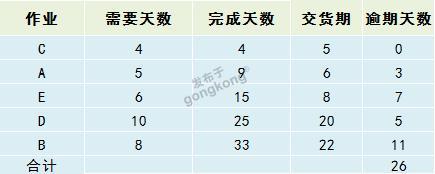
1.1按照最短工期的排程
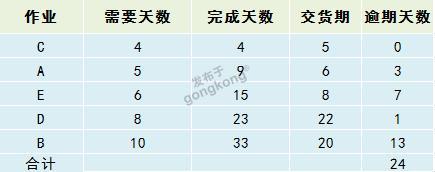
1.2按照交货期先后排程
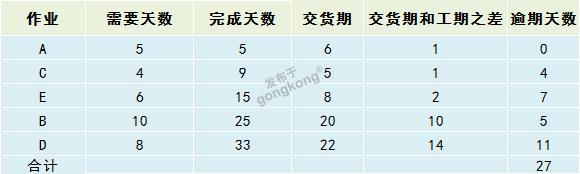
1.3按照工期和交货期之间的距离排程
1.4按照CR值排程
CR是英文criticalratio的缩写,可以翻译为重要比率。它的计算方法:交期减去目前日期之差额,再除以工期,数值越小表示紧急程度越高,排程优先级高。
上面4种算法中,最短工期法是最简单的,它不考虑各个作业的交货期先后,先排工期短的作业,再排工期长的作业,但对于我们随便给定的例子,它的总逾期天数是最少的,当然不能说所有例子它的总逾期天数都是最少的,这里面有偶然性。
这个例子也说明了,不意味者计算最简单的算法结果是最差的。企业在生产计划排程时,可以根据其计算能力选择合适的算法。
二、正排和倒排的选择
生产计划排程时选择了排程的算法之后,是正排还是倒排也是一个重要问题。正排指的是按照预定的算法尽可能紧前安排,倒排指的是尽可能紧后安排。
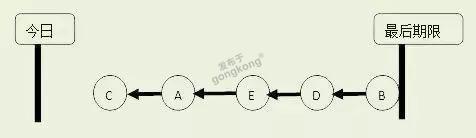
用上一段的例子,如果是用最短工序算法排程的话。正排的结果如下图:
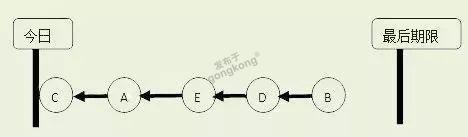
如果是倒排,如果还没有到最后期限,会是下面的排程结果:
正排的优点是设备和人会得到充分利用,设备闲置或人员休息,也要等生产任务都完成后,可能会因为提前完成生产任务,没有到交货期不能发货而形成库存。
倒排的优点和缺点正好相反,倒排是在最后期限前完成任务,库存最小化,但前期人员和设备可能会有闲置。
一般说来,当企业需要考虑上APS系统解决企业生产计划排程问题时,面临的情况都是多品种,小批量,设备能力不足,需要更合理的调度安排。正排增加库存,倒排浪费产能,如何取舍?
笔者认为:在增加库存和浪费产能之间取舍,浪费产能造成的损失大大超过增加库存,原因有二:
一,设备是有故障的,而故障又是偶发的,无从判断何时设备会出现故障。如果生产安排是时,进行倒排,按照库存最小化的时间点安排,如果在生产过程中出现设备故障,就没有多余的缓冲时间用于检修设备,势必造成延迟了交货期。
二,设备产能浪费属于彻底浪费,如果当月设备能力浪费了,以后也无法再追回;而增加库存造成的浪费则属于一种临时的浪费,如果当月积压了库存,而下个月客户订单增加,正好将这些库存利用,避免了加班。笔者观点,对于一般性行业,正排是正确的选择。
算法并不是复杂性越高,得到的计算结果越好。企业在生产计划排程时,可以结合实际情况,选择合适的排程算法。对于正排还是倒排的问题,对于一般性行业,正排是正确的选择。





楼主最近还看过
- 一话一说:六西格玛是什么的
 [746]
[746] - 广州运输业精益六西格玛实战...[796]
- 例:某阀门公司的精益生精益培...[481]
- 昆山某通讯公司精益生产改善...[490]
- 案例:关于东莞A供电局应用六...[688]
- 事务部门推行5S管理的方法[927]
- 精益生产在北京某系统工程中...[517]
- 应收账款很难收回来怎么办?[1597]
- 印刷公司利用精益生产解决仓...[1257]
- 上海某化工企业精益生产项目...[1096]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
