无锡T汽车厂家运用IE工业工程改善产品工序 点击:194 | 回复:0

无锡T汽车厂家运用IE工业工程改善产品工序:某公司是组装汽车内部用来连接电气零部件或电动机械的电线,并将其制作成一个组合件(汽车用组合电线)的汽车零部件生产厂家。
一、汽车零部件产品工序分析
步骤1:预备调查
预备调查对工序流程进行了跟踪调查,并得知流程过于拥挤,且工序中临时放置现象过多。为了改善流程,就必须减少临时放置。为此,我们通过产品工序分析来进行调查。
步骤2:绘制工序流程图
将工序流程图记到“图1产品工序分析表”内,这里,组件工序从搬运到仓库保管共有21个工序。
汽车零部件生产厂家应用IE工业工程对产品工序分析改善方案(图1)
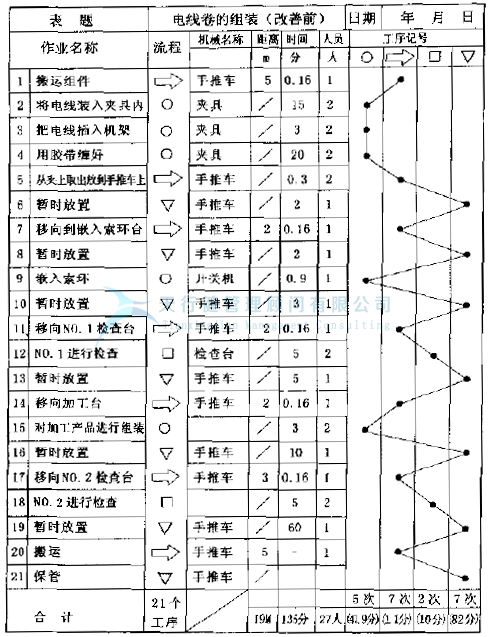
步骤3:测定和记录各工序的必要的项目
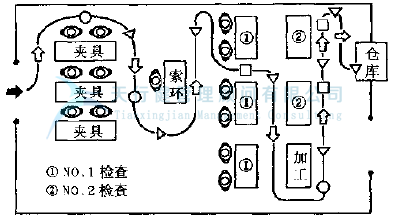
调查测定各工序所使用的机器设备、夹具、搬运距离、所需时间、所需人员,并记录在“图1产品工序分析表”内。另外,将平面流程线图绘制成“图2布局图(改善前)”。
步骤4:整理分析结果
整理的分析结果如下表所示:
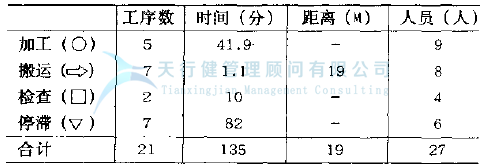
从以上结果的数字可以看出,临时放置的次数和时间过长。
步骤5:改善方案的制定
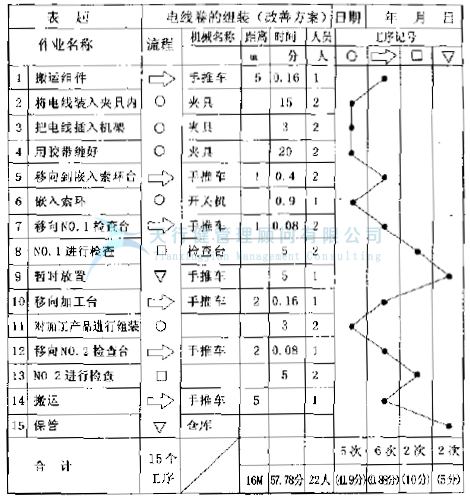
根据工序分析表和布局表,大家集思广益讨论了改善方案,最终制作了以下改善方案:
(1)由于考虑到电线连接工序最花时间,而线卡嵌入工序之后的作业所花时间很短,且时间分配己经取得基本平衡,决定取消作业流程中的临时放置。通过这种做法,使原来NO.5~NO.8的作业用一个搬运工序完成,并取消了NO.10~NO.16的临时放置。
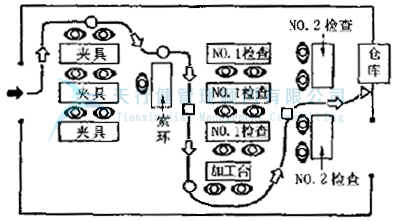
(2)通过改变检查工作台的方向和加工成品台的位置,使作业流程得到改善。
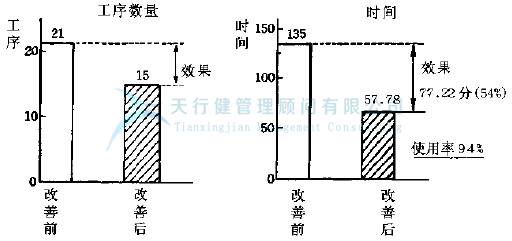
通过以上的改善方案,绘制了“图3布局图(改善方案)”和“图4产品工序分析表(改善方案)”。结果表明,停滞工序数量和时间都大幅度地减少了,滞留在库的现象也没有了,且通过这种改善,工序流程也得到改善,生产周期得到缩短。(天行健咨询一家专注于精益生产管理,六西格玛管理培训咨询与项目辅导的管理咨询公司)
步骤6:改善方案的实施和评价
步骤7:改善方案的标准化
有关步骤6和步骤7是在上司和作业人员的协助下,为改善方案实施做了必要的准备。实施结果表明,实施过程非常顺利,所取得效果也和改善方案所预期的非常接近,时间达标率为94%(达标率=实际效果73分钟÷改善预期效果77.22分钟×100),其效果如“图5改善效果”所示。
二、今后的问题点
这次对布局进行改善是没有花费太多的时间和经费的局部改善,今后要采取根本措施,对布局进行机械化、自动化的改善。





楼主最近还看过
- 智能公司利用六西格玛管理解...
 [446]
[446] - TRIZ解决问题的方法是什么[531]
- T航空导入六西格玛培训提升服...[491]
- 基于六西格玛降低超细粉自动...[709]
- 家居行业推行精益生产培训原...[691]
- 某机械设备公司TPM管理改善方...[483]
- 精益成本法在公路养护中的应...[983]
- 六西格瑪工具之QFD成功案例解...[457]
- 六西格玛管理在公路建设中如...[840]
- FMEA失效模式分析怎么做?(简...[560]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
