基于六西格玛提高烟丝抗破碎性能 点击:202 | 回复:0

基于六西格玛提高烟丝抗破碎性能:针对 A 牌号卷烟烟丝抗破碎性能低(整丝率变化率低)的问题,某公司特聘请天行健咨询公司对整个制丝过程进行分析,针对分析的结果进行试验优化,在落实的过程中按步骤有序进行,逐步提高整丝率变化率。
一、界定阶段
烟丝抗破碎性能 = 造碎后烟丝整丝率 / 造碎前烟丝整丝率。其具体由烟丝的整丝率变化率衡量,即由一定质量的烟丝,通过破碎机造碎,造碎后整丝率与造碎前整丝率的比值,以百分数表示。
二、测量阶段
首先,绘制流程图,从图中识别关键流程;然后,再对关键流程用 SIPOC 展开进行描述。根据项目需要,对电子秤、游标卡尺、红外水分仪与烘箱进行测量系统分析。
三、分析阶段
1、切丝水分对整丝率变化率的影响
在烟丝增温增湿前取样,用快速水分仪进行水分检测,然后采用双样本 T 检验进行分析。通过双样本 T 检验 P 值为 0.002,小于 0.05,切丝后水分对整丝率变化率影响显著。
2、切丝宽度对整丝率变化率的影响
采用硅胶棒进行测试,用游标卡尺进行测量。根据标准把切丝宽度设定在0.88mm和 0.90mm,记录数据并对其采用双 T 检验进行分析。通过双样本 T 检验 P 值为 0.002,小于 0.05,切丝宽度对整丝率变化率影响显著。
3、烘丝参数对整丝率变化率的影响
叶丝超级回潮工序与叶丝干燥工序参数:HT 蒸汽压力、热风温度和筒壁温度,为确认这些参数对烟丝整丝率变化率的影响,我们采用 DOE 进行分析。由分析得到 HT 蒸汽压力、热风温度和筒壁温度对整丝率变化率的影响显著。
四、改进阶段
1、切丝水分的改进
进行回归分析之后,再综合考虑水分对其它指标的影响和设备实际情况,由实际生产确定水分控制值为 20.5%,并按确定的水分控制范围,代入进行下面的预测(如表 1 所示)。

2、切丝宽度的改进
进行回归分析之后,再综合考虑切丝宽度对卷烟感官评吸和其他工序指标的影响,确定切丝宽度控制值为 0.90mm,并按确定的切丝宽度控制范围,代入进行下面的预测。
3、烘丝参数的改进
用响应优化器进行优化。

从图1优化结果可得到最优参数为:HT蒸汽压力0.40Pa,热风温度 110℃,筒壁温度 140℃。
五、控制阶段
根据数据表和正态性检验,绘制了分阶段控制图。
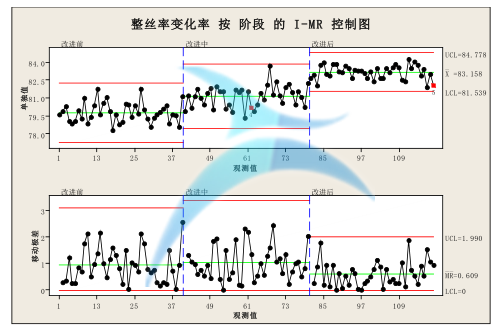
从图 2 中可见,改进前、改进中和改进后,整丝率变化率逐渐提高,且波动减小。
运用精益六西格玛管理模式的方法逐步展开,寻求影响整丝率变化率的原因,通过运用精益管理工具,对影响烟丝抗破碎性能的原因进行查找分析、改进和控制,确认了影响烟丝抗破碎性能的关键原因,围绕增加抗破碎性对生产工序设备进行了全面剖析和研究,从而找到问题的症结主要切丝机水分控制不稳定、切丝机宽度控制不稳定、HT 蒸汽压力与烟丝干燥工序热风温度和筒壁温度不匹配等,并安排改进,分组进行试验,有序开展改进工作,提高烟丝抗破碎性能,降低烟叶消耗,提高卷烟质量。





楼主最近还看过
- 没落实作业标准化的5S管理,能...
 [588]
[588] - 防错法在宁波化工业六西格玛...[566]
- 做好PMC管理三大工作,轻松搞...[520]
- 重要客户流失该如何挽回?[738]
- 如何利用精益生产管理培训改...[892]
- 时至今日,六西格玛理论还实用...[967]
- 为什么说5S管理是现场管理的...[595]
- 洛阳某轮拖拉机配件厂用精益...[600]
- 北京某公司精益六西格玛与IE...[1485]
- 精益生产管理价值流图的绘制...[613]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
