上海F设备制造厂基于六西格玛提高产品合格率 点击:112 | 回复:0

上海F设备制造厂基于六西格玛提高产品合格率:
1、要将导向筒圆柱度0.008 mm的DPMO水平由585000降低到100000以下,改善率要达到90%。
2、制定方案,改进生产工艺,提高导向筒生产的合格率,降低返修、报废率。
一、原因分析
为实现项目目标,成立了项目团队,成员包括主管工艺员、检验员和操作工人等,团队成员运用头脑风暴方法,分析了导向筒的加工流程图(如图1所示),找出了19个潜在影响导向筒外圆圆柱度的因素。
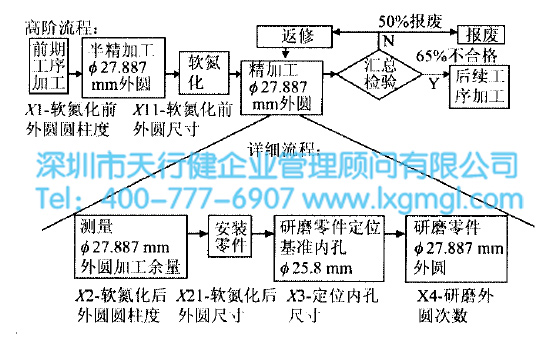
团队对这些潜在因素的影响程度给予评分,评分档次分为无影响0分、不明显1分、一般3分和严重9分,每个因素的所有得分相加,结果超过21分,则为重要因素(见表2)。

通过评分,确定对导向筒外圆圆柱度有重要影响的因素有:软氮化前、后的外圆圆柱度,软氮化前、后的外圆尺寸,定位内孔尺寸和外圆研磨次数。后续工作就是进一步收集这些重要因素的数据,并进行统计分析,以确定关键的影响因素。
应用MINTAB分析工具,对收集的6个因素的数据进行分析,作出了矩阵图(如图3所示),根据矩阵图的结果可以得出如下结论。
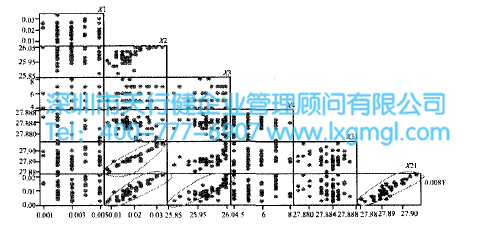
①软氮化后外圆圆柱度(X2)与φ27.887mm外圆圆柱度(Y向0.008mm)间存在强正相关性;
②定位内孔尺寸(X3)与价φ27.887mm外图圆柱度(x向0.008mm)间存在弱正相关性;
③软氮化后外圆尺寸(X21)与软氮化后外圆圆柱度(X2)间存在强正相关性;
④软氮化后外圆尺寸(X21)与φ27.887mm外圆圆柱度(Y向0.008mm)间存在强正相关性。
通过这些因素进一步分析,作出了对φ27.887mm外圆圆柱度(0.008mm)实际影响的通用线形回归模型图(如图4所示)。
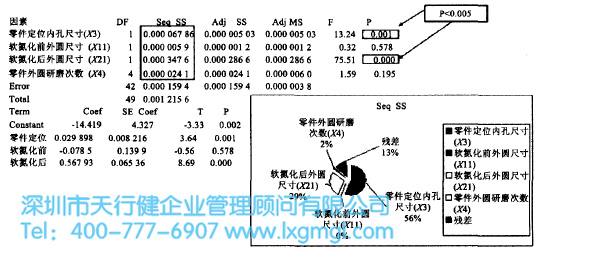
由图4可以得出,软氮化后外圆尺寸是影响外圆圆柱度的关键因素,它的影响率为29%;导向筒定位内孔尺寸也是影响外圆圆柱度的关键因素,它的影响率为56%。这2个因素的影响率合计为85%。导向筒软氮化后外圆圆柱度超大,说明零件存在变形,变形过大会使后续工序无加工余量;另外,导向筒定位内孔尺寸超大,会使其最小壁厚尺寸要求无法保证,研磨外圆时无法定位。而软氮化工序属热处理工序,导向筒变形无法避免,改进的方向应为控制或削弱这种变形。
二、改进和控制
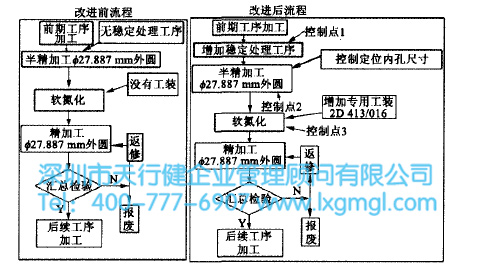
项目目标改进的方向明确后,继续收集数据。应用MINTAB分析工具,找到改进关键因素的方法,有针对性地制订合理有效的措施并付诸实施。对于关键因素软氮化后的外圆尺寸,采用分析确定流程改进的方法,将原来不进行控制的外圆尺寸现控制为<φ27.887mm,为实现此要求,新增加稳定处理工序。软氮化工序新增专用工装2D 413/016(此项工作由热处理分厂负责完成)。将关键因素定位内孔尺寸进行改良,导向简加工工艺流程改进前、后的对比(如图5所示)。
另外,应加强工艺人员对现场加工情况的监控,保证措施的有效落实,并制订导筒加工流程控制计划表(见表6),即先通过工艺规程单,进行改进方案验证,并将改进前、后外圆圆柱度的数据进行分析,控制和保持改进效果。






楼主最近还看过
- 一支笔,一年竟卖了40亿
 [630]
[630] - 六西格玛DMAIC与PDCA循环的区...[833]
- 苏州造纸行业如何成功推动六...[603]
- 广州W机械制造公司精益生产改...[639]
- 六西格玛管理在传统零售业的...[1157]
- 精益六西格玛怎么应用于物流...[2030]
- 防错法在宁波化工业六西格玛...[566]
- 南京制药公司建立精益生产培...[672]
- 精益六西格玛在某新能源公司...[520]
- 成都化工业推进六西格玛咨询...[567]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
