基于六西格玛培训提高GD传感器合格率 点击:452 | 回复:0

为保证公司长期高速增长。特邀天行健管理公司为该公司指导六西格玛培训和项目指导工作,“提高GD传感器的一次合格率”就是公司推行六西格玛培训的案例之一。
一、测量阶段
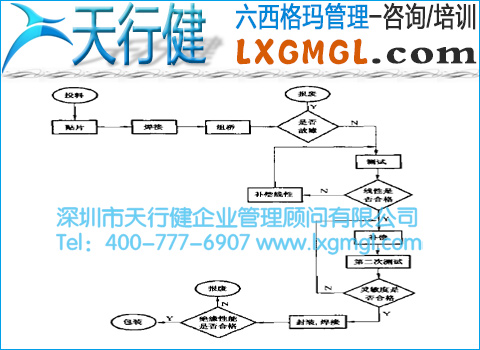
GD传感器概要生产流程分析(图1),目前生产过程的六西格玛水平为:2.9σ。
二、分析阶段
1、主要缺陷类型分析(图2)
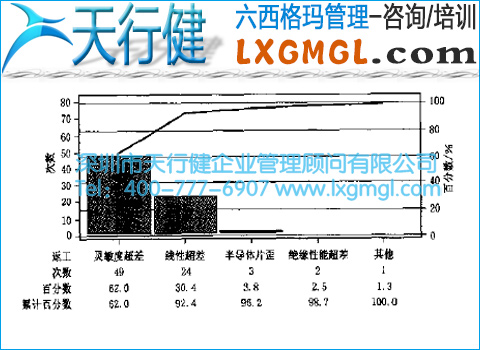
造成传感器返工的主要缺陷类型有:灵敏度超差、线性超差、半导体片歪、绝缘性能超差和其他原因。其中灵敏度超差和线性超差,是主要返工原因。其中,半导体片歪和绝缘性能超差是由于操作人员违反操作规程造成的。灵敏度和线性是传感器的主要质量特性,在制造过程中,由不同检验员使用专用仪器进行测量,因此人员和操作的一致性对质量特性的控制至关重要。
2、用Minitab软件对灵敏度的测量系统进行分析(图3、图4)
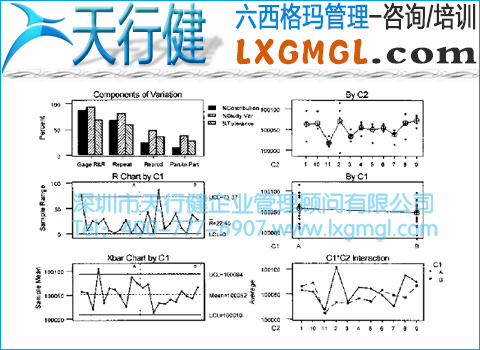

①对灵敏度测量系统的分析结果表明:
重复性与再现性容差百分率高达67.1%,因此测量系统误差导致结果不真实,是造成质量特性不稳定的主要原因。
②进一步分析还表明测量系统的人为因素影响明显:
被测传感器放置的方法、位置因人而异,严重影响了测量结果的重复性与再现性,需对该测量系统进行改进。
3、用因果图对造成线性超差的原因进行分析(图5)

4、为确定线性超差的主要原因,进行DOE试验分析(表6)

按极差排序,对非线性的影响程度最大的是因子A,其次是因子B,而因子C与D影响很小。这说明膜片是否退火是造成传感器非线性的最重要的原因,而膜片退火主要是消除应力,因此可以得出如下结论:膜片的应力是造成非线性返工的主要原因。
三、改进阶段
1、为减少灵敏度测量系统的误差,制作了一副专用测试夹具(图7)

①使用此夹具,可防止侧试时传感器位置的转动;
②消除测试对位过程中的人为因素;
③防止传感器前后左右晃动,影响测试精度;
④经验证,改进后的系统误差和改进前相比显著下降:容差百分率(SV/Tolerance)从67.1%降低到26.51%,效果显著。
2、膜片的改进
①将膜片冲压以后,加一道退火工序,工艺条件为:600℃和5小时低温退火;
②膜片的厚度从0.38mm改为0.40mm;
经过改进,使得焊接后的应力大大降低。
3、改进后的效果
整个GD传感器生产过程六西格玛水平:3.96σ,报废率为0,均超过项目当初预期的目标。
四、控制阶段
①更改测试工艺文件和操作规程;
②更改膜片的设计图纸;
③培训测试工序员工和膜片检验员。





楼主最近还看过
- 北京建材行业精益生产的应用...
 [462]
[462] - 烟草公司如何制定六西格玛培...[462]
- 一个白手起家的女人[457]
- 北京公司的认证项目由六西格...[514]
- 浅谈六西格玛设计项目的验证...[660]
- 60岁做企业,1座破庙、3亩厂房...[1903]
- 精益生产管理的“三心”管理——...[482]
- 广州六西格玛管理新产品开发...[643]
- 银行流程六西格玛管理优化之...[518]
- TRIZ在洗车污泥气浮处理排污...[493]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
