基于Minitab软件提升冲钢性能的实践 点击:215 | 回复:0

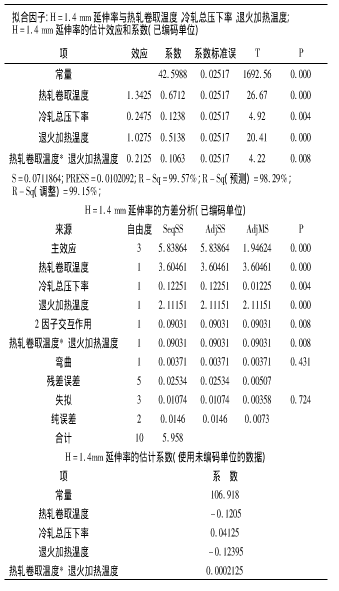
基于Minitab软件提升冲钢性能的实践:为了得到准确的响应回归方程对保留的热轧卷取温度、冷轧总压下率、退火加热温度三个显著性因素采取全因子并增加3个中心点合计11全因子试验。
经过对拟合后的模型进行分析,删除部分二阶不显著项后重新进行了拟合回归,对拟合后的标准化残差图进行了诊断无异常点保留的因子主效应显著二阶效应也显著,拟合方程无弯曲和失拟,说明整体模型较好。二次DOE试验分析信息见表 2 :
分析过程:
①利用表3中二次DOE试验分析信息分析河以明确知道退火加热温度、轧机总压下率和退火冷却时间均影响显著。退火加热温度与热轧卷取温度处于高水平时、轧机总压下率处于高水平时延伸率性能值较好。退火加热温度和热轧卷取温度不平行交互作用较显著。(天行健咨询一家专注于精益生产管理,六西格玛管理培训咨询与项目辅导的管理咨询公司)其余两者间交互作用不显著。
②通过误差等值线和曲面分析可以知道冷轧总压下率处于高水平时,DDQ级深冲钢的延伸率性能指标高,并且冷轧总压下率与热轧卷取温度、退火加热温度之间无交互作用所以将冷轧总压下率保持在69%进行分析。
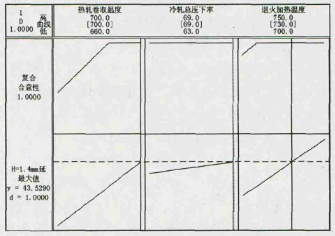
③响应优化器
通过响应优化器(图 1 )找延伸率的目标值当热轧卷取温度为700℃,轧机总压下率为69%退火加热温度为730℃时,延伸率最大值可达43.529%。
通过Minitab软件的分析并结合现场生产实际,1.4mm规格深冲钢延伸率指标要保持在43.5%以上最佳工艺参数设定为:
①热轧卷取温度695~700℃,(天行健咨询一家专注于精益生产管理,六西格玛管理培训咨询与项目辅导的管理咨询公司)冷轧总压下率69%退火加热温度740(修正后)~750℃;
②当热轧卷取温度发生异常变化时,可以调整退火加热温度来实现延伸率的稳定,从而达到用户的要求;
②将不同规格深冲钢进行工艺细化,在保证延伸率指标的基础上河以降低退火加热温度从而降低煤气消耗这对降本增效有很大的促进作用。





楼主最近还看过
- 做为班组长,员工不听话,该怎...
 [890]
[890] - 银行流程六西格玛管理优化之...[518]
- 基于六西格玛DMAIC的新护士管...[953]
- 工控销售入门之道![1567]
- 精益生产下机械制造业的成本...[995]
- 6SIGMA适合在石油炼化行业发...[768]
- 为什么疫情后会爆发精益生产...[477]
- 运用DOE方法改善激光焊接不良...[458]
- 六西格玛绿带培训和6西格玛黑...[648]
- 如何做好工控销售?[2231]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
