基于Minitab软件提升深冲钢性能的实践 点击:630 | 回复:0

基于Minitab软件提升深冲钢性能的实践。通过收集以往的历史数据,利用相关/回归分析工具来验证热轧、冷轧关键工艺参数对延伸率指标是否有显著性影响,将显著性因素保留进入DOE实验不,显著因素进行快速改善固化.
一次多元回归结果
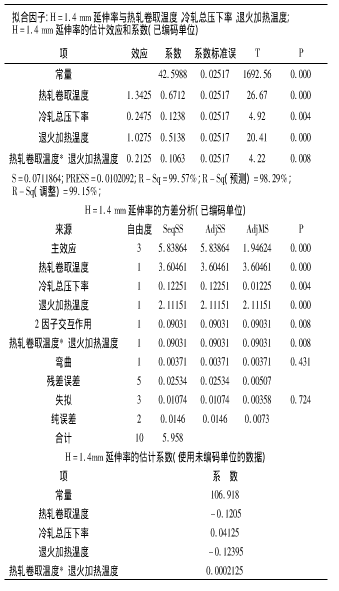
经过对各影响因素间相关性检验以及回归残差图诊断得到一次多元回归方程和相关信息(表 1 )

从表 1 可见终轧温度、冷却时间这两个因素的P值大于0.05说明对延伸率指标影响不显著需按照P值大小依次删除拟合因素后重新做回归分析,得到二次回归方程及相关信息
二次拟合后的回归方程显示,保留的冷轧压下率、热轧卷取温度以及退火温度对延伸率指标提升有显著性影响需要进行DOE实验分析.
DOE实验及工艺窗口确定
1、验目的和方法
为了得到准确的响应回归方程对保留的热轧卷取温度、冷轧总压下率、退火加热温度三个显著性因素采取全因子并增加3个中心点合计11全因子试验.
2 、OE分析结果
经过对拟合后的模型进行分析,删除部分二阶不显著项后重新进行了拟合回归,对拟合后的标准化残差图进行了诊断无异常点保留的因子主效应显著二阶效应也显著,拟合方程无弯曲和失拟,说明整体模型较好.二次DOE试验分析信息见表 2 :
3、分析过程
①利用表3中二次DOE试验分析信息分析河以明确知道退火加热温度、轧机总压下率和退火冷却时间均影响显著.退火加热温度与热轧卷取温度处于高水平时、轧机总压下率处于高水平时延伸率性能值较好.退火加热温度和热轧卷取温度不平行交互作用较显著.其余两者间交互作用不显著.
②通过误差等值线和曲面分析可以知道冷轧总压下率处于高水平时,DDQ级深冲钢的延伸率性能指标高,并且冷轧总压下率与热轧卷取温度、退火加热温度之间无交互作用所以将冷轧总压下率保持在69%进行分析.
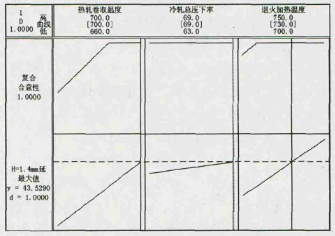
③响应优化器
通过响应优化器(图 1 )找延伸率的目标值当热轧卷取温度为700℃,轧机总压下率为69%退火加热温度为730℃时,延伸率最大值可达43.529%.
通过Minitab软件的分析并结合现场生产实际,1.4mm规格深冲钢延伸率指标要保持在43.5%以上最佳工艺参数设定为:
①热轧卷取温度695~700℃,冷轧总压下率69%退火加热温度740(修正后)~750℃;
②当热轧卷取温度发生异常变化时,可以调整退火加热温度来实现延伸率的稳定,从而达到用户的要求;
②将不同规格深冲钢进行工艺细化,在保证延伸率指标的基础上河以降低退火加热温度从而降低煤气消耗这对降本增效有很大的促进作用.





楼主最近还看过
- 海尔集团:让六西格玛理念融入...
 [569]
[569] - 求PLC模块可带6轴三菱PLC模块...[1621]
- TPM管理是什么,TPM管理有什么...[448]
- 运用TRIZ创新方法优化齿扇插...[451]
- 精益生产现场管理与改善学习...[452]
- 天津奥的斯丰田生产方式实施...[654]
- 工商银行采用精益六西格玛管...[477]
- 上海建材行业推进精益生产方...[665]
- 天津交通工程管理应用六西格...[932]
- 东莞某农化厂精益生产案例分...[451]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
