漯河某冰激凌公司开展精益六西格玛项目 点击:138 | 回复:0

漯河某冰激凌公司为了解决当前的质量问题,同时也要解决当前质量问题所带来的运营绩效指标的影响,该公司找到了天行健六西格玛顾问,协商了解后进行了一个精益六西格玛项目的改善辅导。
全因子实验设计介绍:
1、全因子试验设计指所有因子的所有水平的所有组合都至少要进行一次试验。由于包含了所有的组合,全因子试验所需试验的总数会较多,但它的优点是可以估计出所有的主效应和所有的各个阶层的交互效应。所以在因子个数不太多,而且确实需要考查较多的交互作用时,常常选用全因子设计。
2、当因子水平超过2时,由于试验次数随因子个数的增长而呈指数速度增长,因而通常只作二个水平环境下的全因子试验。
全因子实验的实施步骤,如图12:
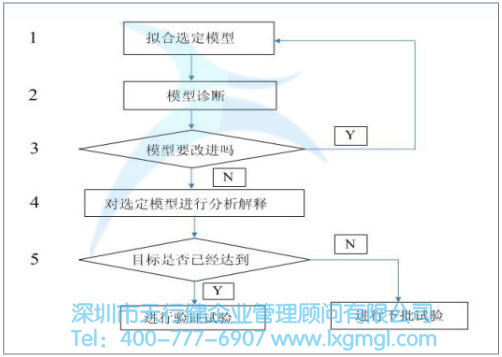
通过实施全因子实验进行数据和条件的管理,基本在分析阶段找到的三个因子,虽然它们各自都能影响最终的Y,但是由于种种限制,不能单独进行一个因素的变更,所以试图通过实验设计的方法,寻找一个合理的参数配置组,一方面满足质量改善的要求,另一方面可以解决在分析阶段遇到的改善瓶颈。所以,基于分析阶段得到的三个因子和建议参数值,进行2水平,三因子的全因子实验设计参照表3,同时选择在中心点进行4次试验,观察试验的平衡性效果,并结合建议参考值,对试验共进行20次试验,请参照表3表4试验设计因子参数表:

表3 试验设计因子参数表
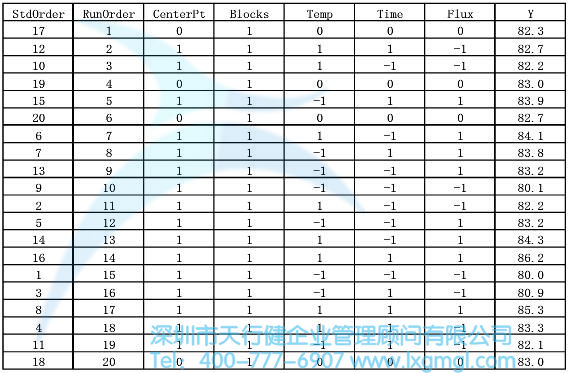
表4 试验设计试验数据表
我们针对选定的因子和参数进行实验设计,依照表4的数据进行全因子试验,应用Minitab软件进行试验分析,分析后得到结果如下:
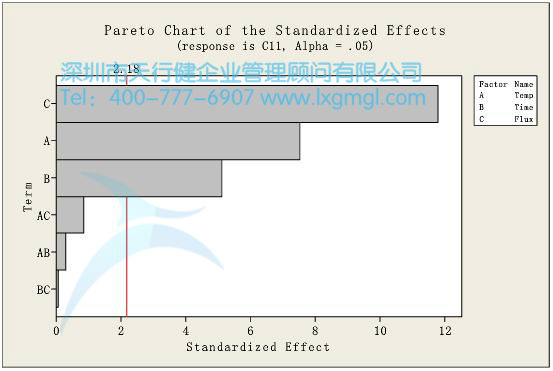
图13 实验设计结果图形显示
从图13中我们可以看到,温度、时间和充氮量都是显著因子。
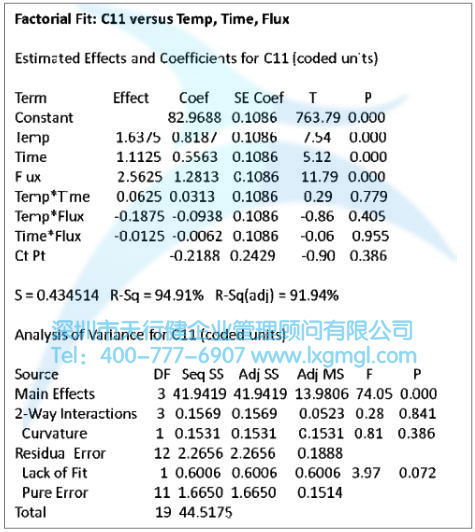
图14 实验设计结果统计分析
从图14中我们可以看到,温度、时间和充氮量都是显著因子,而且主效应P=0<0.05,可见模型是显著的。同时失拟误差p=0.072>0.05,证明模型无失拟。
此时的R-sq=94.91%;R-sq(adj)=91.94
由于所有因子的二次交互作用项都不是显著因子,所以把他们去除掉后再次进行验证:
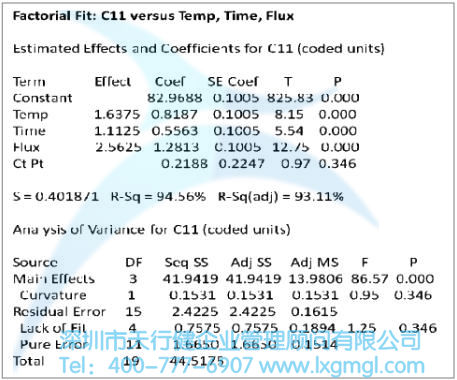
图15 实验设计结果统计分析
从图15中我们可以看到,R-sq从94.91%降低到94.56%,同时R-sq(adj)从91.94%上升到93.11%,模型拟合度提高。
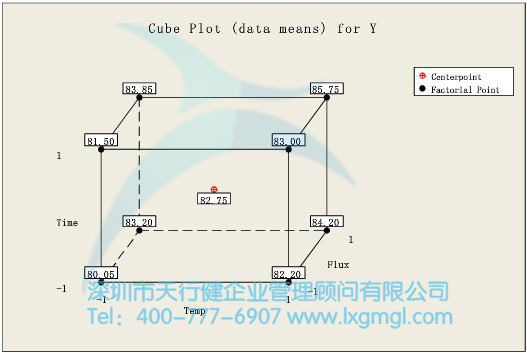
图16 实验设计cube图统计分析
通过图16的分析结果,可以看到:
当Y值处在80-90之间是规格要求范围,如果Y值在85附近则是理想目标值,如果Y太大会对成本的管理造成影响,所以Y=85是目标值。
当温度=-15摄氏度;时间=10分钟;流量=400L/min时,Y=84.20。
对于改善后的参数,我们再次进行能力测试,观察过程能力的变化:
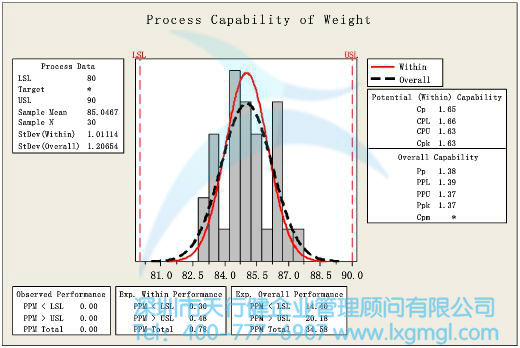
图17 改善后过程育畜伪分析图
通过图17分析结果,可以看到:首先,平均值处在规格线内。其次,Cp=1.65;Pp=1.38,波动上体现的结果还是可以。Cpk=1.63,改善的结果还是令人满意的。
同时针对找到的三个重要管理因子,需要制定相关的管理机制去控制管理:
1、温度的管理:
①温度值由-5摄氏度调整到-15摄氏度
②增加稳温器对温度进行控制
③DC Power输出能力调整
④制作时时检测表进行温度小时别点检
⑤并把调整后的相关数据列入作业指导书
⑥制作温度跟踪器,合理设定范围,异常时报警
2、时间的控制:
①时间维持在10分钟
②PLC进行设备锁定
③人员培训对于加工时间的管理
④调整后的相关数据列入作业指导书
3、流量的管理:
①通量350(L/min)调整到400(L/min)
②根据新流量,设计导管口控制速度流量
③PC进行流量值管理,并纳入CTQ管理
④制作时时表进行点检,并把调整后的相关数据列入作业指导书流量瓶的目





楼主最近还看过
- 某机械设备公司TPM管理改善方...
 [483]
[483] - 中国机械制造业结合精益生产...[970]
- 深圳塑料企业精益生产推行关...[460]
- 销售如同恋爱,换个思维更容易...[482]
- 深圳S急诊科实施六西格玛DMA...[946]
- 六西格玛咨询项目在某公司的...[887]
- 上海图书馆导入六西格玛可行...[1282]
- 广州W机械制造公司精益生产改...[639]
- KYT在某发电公司的应用[733]
- 浅析精益生产在建材行业如何...[937]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
