SPC控制图的应用条件,不知道的赶紧马住! 点击:196 | 回复:0

发表于:2021-12-02 09:46:37
楼主
01、SPC控制图的应用条件
原则上讲,对于任何生产过程(管理过程和服务过程),凡是需要对于产品质量(或工作质量)进行控制的场合都可以用控制图,但有要求∶
1.对于所确定的控制对象应能够定量,如果只有定性的要求而不能够定量,那就无法应用控制图。
2.所控制的过程具有可重复性,对于只有一次性或少数几次的过程显然也不能应用控制图进行控制。

02、SPC控制对象的选择
应用控制图,首先就是要选择需要控制的质量特性,主要选择能定量的质量特性,与生产和使用关系较大的质量特性,对下道生产工序影响较大的质量特性,经常出现质量问题的质量特性。
03、取样方法的确定
控制图的优点是通过抽取较少数量的样品就能够在长时间内对生产过程的变化予以监视和控制。因此,如何抽取样本就是一个很重要的问题。
取样问题一般涉及到样本量和抽取时间间隔。
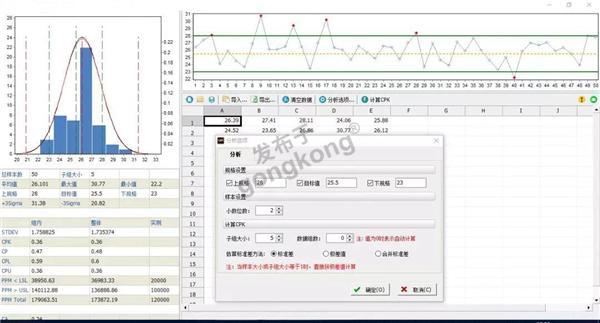
做控制图时,有一个总样本量N的问题,一般要求取K=20~25个样本组,总样本量N应在100个以上,这样才能保证有效性。
时间间隔的确定要视生产过程的具体情况而定。休哈特提出"合理子组原则",其内容是“组内差异只有偶因造成,组间差异主要有异因造成",如果担心生产过程中异常原因在很短的时间内就会发生,那么时间间隔就要定的短一些,以便早期能发现系统异常原因,而在有些场合,系统异常原因不经常发生,那么就应当把时间间隔定的长一些,以减少工作量。
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- 新工厂精益布局规划步骤(收藏...
 [457]
[457] - TPS精益生产管理在某汽车集团...[671]
- 印刷公司导入六西格玛黑带项...[1091]
- 我们公司也是做高科技产品的...[628]
- TPM管理是什么,TPM管理有什么...[448]
- 食品企业是否需要接受张驰六...[744]
- 苏州造纸行业如何成功推动六...[603]
- 洛阳某轮拖拉机配件厂用精益...[600]
- 无锡某机械厂精益生产改善策...[569]
- 广州六西格玛管理新产品开发...[643]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
