上海某锁扣公司六西格玛咨询应用案例 点击:153 | 回复:0

上海某锁扣公司六西格玛咨询应用案例
一、界定阶段
从BR2锁扣产品试制至2016年,BR2锁扣在装配过程中出现销子脱落,造成锁扣不解锁,甚至锁扣解体,导致产品功能性的缺失, 平均脱落比例为16% ,占所有不良比例的87% 。
二、测量阶段
1、明确衡量指标
团队从生产流程的各个环节入手,结合销子脱落现象,将销子的推出力定义为衡量销子脱落的关键指标。后续所有环节,均以销子推出力为研究方法和项目输出,确定的具体指标为:销子推出力需不低于100牛顿。
2、测量系统分析
团队对销子推出力的现状进行了测量系统分析,确保后续收集到的数据更加精确,从而减少因测量系统误差而带来的影响。由于推出力属于破坏性试验,采用量具研究的嵌套方差分析,测量系统波动小于30% ,且分辨率大于5,说明测量系统符合要求。
3、确定改善目标
团队对销子推出力的现状进行了过程控制研究和过程能力分析,过程控制无异常,但过程能力的PPK值仅为0.4,更进一步锁定改善点--提高销子推出力的过程能力,即提高销子推出力的PPK值。
三、分析阶段
1、锁定关键工位
团队结合产品结构和加工工艺,研究生产环节中各个工位对销子推出力的影响,从而锁定关键工位是0P10销子外壳压铆工位和0P40压铆工位。
2、细化改善方向
由于OP10和O P40这两个工位对销子的加工方向相反,团队对两个工位加工后的销子推出力进行了抽样检验,并运用双样本T检验,从而确定OP10工位对销子推出力存在正面影响,而O P40工位对销子推出力存在负面影响。团队的改善方向细化为提高OP10工位的销子推出力,同时减小O P40工位的反向影响。
3、潜在影响因子收集
团队锁定关键的OP10工位和O P40工位,从人、机、料、法四个维度进行头脑风暴,对可能起到影响的潜在因子进行收集,四个维度共收集到15个潜在因子(如图1)。
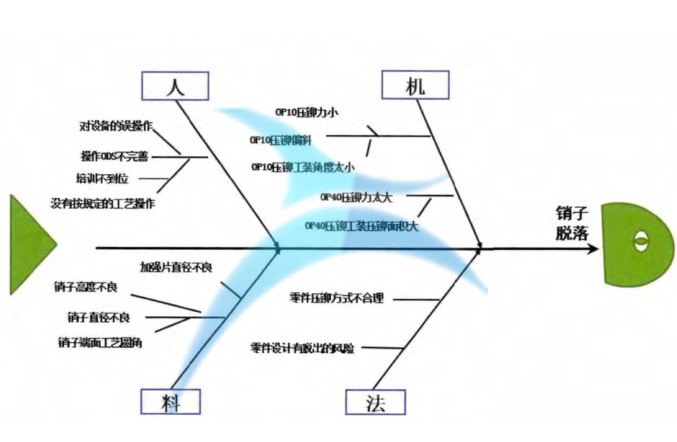
4、标准化作业因素
在团队成员收集到的15个潜在因子中,“设备误操作”“员工未按照作业指导书操作”等6个潜在因子属于不符合标准化作业。团队成员在确认标准化作业的执行情况后,排除了上述6个潜在因子的影响。
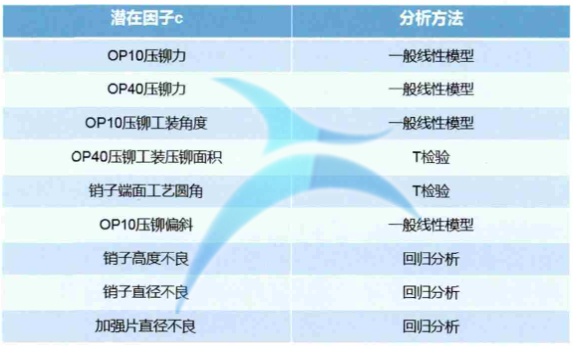
5、量化因子分析
针对其余9个可量化衡量的潜在因子,团队成员根据潜在因子的特性,对连续型数据因子和离散型数据因子,分别进行一般线性模型、T检验和回归分析(如表1所示),以及根据各种方法得到检验P值。
经过分析阶段,团队成员对所有潜在因子进行逐一验证,筛选出对销子推出力存在显著性影响的三个关键因子:OP10压铆工装角度、O P40压铆工装压铆面积、销子端面工艺圆角(如表2所示)。

四、改善阶段
团队成员确定关键因子后,进行DOE试验,寻找出三种因子的最佳组合方案。
1、因子水平设定
结合三种因子所存在的具体状态,分别对三种因子进行水平设定。OP10压铆工装角度设置“36°、45°、60°”三个水平状,OP40压铆工装压铆面积设置“大、小”两个水平状态(以工装R角6.25m m 和R角6.75m m 作为区分),销子端面工艺圆角设置“有、无”两个水平状态。
2、试验设计及分析
团队成员根据三种因子的水平设定,进行一般全因子设计,并得出三种因子的主效应和交互作用(如图2)。

3、响应曲面分析
团队成员对OP10压铆工装角度进行响应优化,拟合出最佳角度为48.89°,考虑到机加工难度和成本,将最佳角度定义为50°。
4、因子最优组合
经过上述试验设计,三种因子的最优组合方案确定为:OP10压铆工装角度为50°,OP40压铆工装截面积小(工装R角6.75m m ),销子端面取消工艺圆角。
五、控制阶段
销子推出力改善后,团队成员对销子推出力进行了控制统计,并与改善前的销子推出力进行了对比。经过过程统计,团队发现改善后销子推出力能够稳定地达到400牛顿,因此,团队进一步对销子推出力进行了内控,要求其大于400牛顿。
本项目的成功,使团队成员对原材料的工艺特性、产品结构、内部生产流程有了更加深刻的认知,为后续工作的展开积累了宝贵的经验;在活动中,团队成员集思广益、齐心协力,共同完成了项目,增强了团队凝聚力;在天行健咨询资深专家的指引下,团队成员对六西格玛的改善流程有了更加清晰、更加全面的认识,实现了理论与实际更好的结合。





楼主最近还看过
- 如何在电力行业内推动精益生...
 [588]
[588] - 六西格玛能解决什么问题?[739]
- 天津交通工程管理应用六西格...[932]
- 上海M车间工装TPM推进方案[960]
- 六西格玛管理工具—卡洛分析[537]
- 精益六西格玛在某品牌手机生...[605]
- 做销售贵在坚持[3066]
- 六西格玛在电子商务物流行业...[749]
- 上海A航空企业精益生产的具体...[764]
- 事务部门推行5S管理的方法[927]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
