基于TRIZ理论与正交试验优化设计油烟机后板 点击:106 | 回复:0

为快速及有效地解决集烟罩后板跌落变形问题,本文利用 TRIZ 创新理论与正交试验结合,得到优化后板结构与相关结构参数,最后在成本不增加的基础上达到品质要求,提高产品品质。
1 )问题描述
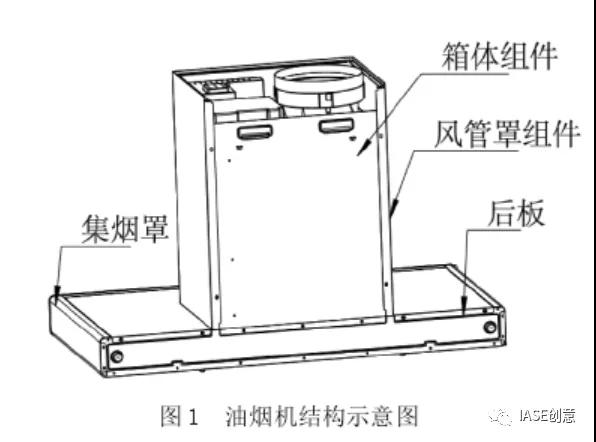
家用油烟机整机结构如图 1 所示,为节约成本,集烟罩与后板一般采用分离设计,集烟罩材料采用0.6 mm 厚不锈钢,后板材料采用镀锌板,后板尺寸为893×83×0.6 mm,冲压工序为成型 - 切边冲孔 - 折弯。后板与集烟罩采用拉铆连接,与箱体采用螺丝固定,整机在运输过程中,存在跌落与振动现象,若后板强度不足,油烟机整机跌落后集烟罩后板存在大变形现象,严重影响用户体验感。
2)TRIZ 发明原理分析后优化方案
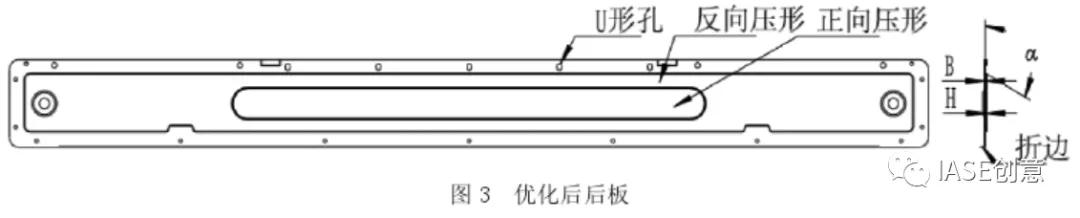
通过发明原理分析,在集烟罩腔体增加仿形泡沫可以降低箱体跌落时的冲击力,结合样品测试结果,后板变形有一定的改善,但需要增加成本,应用发明原理 9,在后板变形位置增加反向压型,起到预先支撑作用,应用发明原理 14,后板压型位置增加圆角过渡,应用发明原理 17,后板下端增加折边,形成三维支撑结构,应用发明原理 15,改变螺丝孔位置与数量,优化前后后板如图 2 与图 3 所示。

3) 后板优化设计
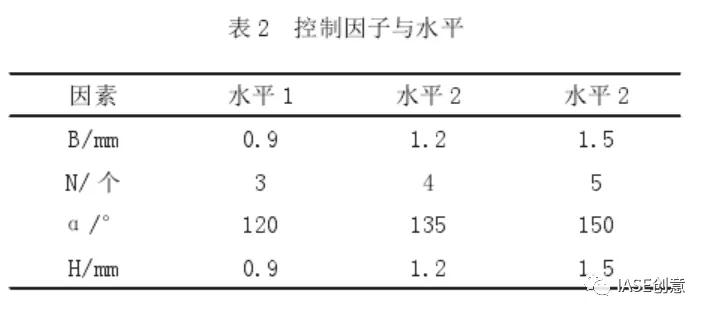
根据优化方案与 TRIZ 发明原理 15 动态特性,调整后板与箱体固定孔位置与数量,并结合 DOE进一步优化设计参数,以达到后板跌落后最小变形量目的,选取关键参数:反向压型深度 B、正向压型深度 H、与箱体固定 U 形孔数量 N 与压型面斜度 α 进行分析,选用 3个水平,使用 L9(34) 正交表分析各个参数的影响程度,并得出最优的参数组合,结果见表 2 和表 3,后板重新打样做跌落测试。
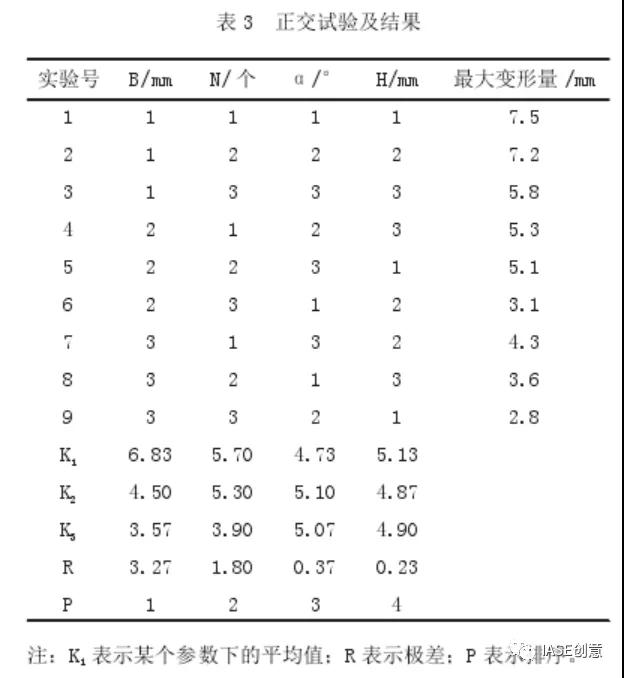
从表 3 可以得出,后板结构关键参数的影响程度为:B>N>α>H. 从极差可以看出,反向压型深度与 U 形孔数量对后板强度影响较大,反向压型深度直接影响后板跌落后局部变形量,如表 3 所示,最小变形量出现在反向压型深度 1.5 mm 上,表明反向压型深度越深,后板承受局部冲击力能力越强,由于材料厚度与斜度限制,反向压型深度不能过深,以防止开裂,U 形孔数量则影响后板螺丝间的变形量,影响程度其次是压型面斜度与正向压型深度,最优后板结构参数组合为 B3N3α1H2,即反向压型深度 1.5 mm、与箱体固定 U 形孔数量 5 个、压型面斜度 120 °、正向压型深度 1.2 mm,打样跌落测试后实际最大变形量为 2.1 mm,变形量减少 72 %,最终符合品质要求,达到提升用户体验感的目的。





楼主最近还看过
- 智能知识-----质量=良心+责任...
 [777]
[777] - SMT全自动在线式贴标机常见故...[1056]
- 台达PLC与台达变频器通讯范例...[975]
- 落实工信部装[2015]72号文件...[770]
- PLC学习全程记录[2447]
- 实施智能制造的目标与成果[851]
- 第五项修炼中的闭环原理(二)...[995]
- 语音交互模块在智能马桶中的...[879]
- 兔哥:取经之路—---从工业3.0...[1552]
- 方原柏:无线适配器——有线传感...[3037]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
