分享我接触ABB码垛机器人的历程 点击:7787 | 回复:70

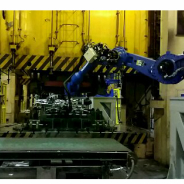
整个项目包含托盘库、隔板库、输送线、机器人等。
第一阶段:失败的调试经历
2020年在我进入当前公司的第一个项目,便临危受命去做公司第一台码垛项目,项目之初,我仅仅负责PLC部分的编程,当时我是没有接触过机器人项目的,公司也没有专门搞机器人的工程师。
在项目开始时,公司领导对码垛项目的技术定位很低,认为这是很成熟的技术,不会耗费很多精力,可是领导完全高估了一群门外汉对未知技术的处理能力。项目开始之初,公司从外面聘请了一位专业搞码垛的工程师,最初在厂内的调试大家都感觉比较顺利,连续加班一个周,程序已经有了雏形。受限于场地,机器人并没有高速运行,只是简单试了下动作,外聘的工程师在离开公司前跟我进行了简单的交接,而我负责跟着设备到现场调试。
这个阶段的思路是垛形在ABB机器人内编辑,而抓头和输送线由PLC控制,机器人在动作过程没有和PLC进行信号确认,只有PLC发送托盘和物料到位的信号,机器人发送满垛完成和抓取完成的信号。
从跟着设备到现场开始,痛苦的调试过程就开始了,小问题不一一描述,机器人出现了两个严重问题直接导致机械和程序出现了很大的整改。
问题一:机器人高速运行过程中,给PLC发的动作信号丢失,导致抓头误动作,将抓起来的物料直接甩飞,或是机器人空抓等很多问题。(很多人肯定疑惑,为什么抓头不由机器人控制,因为我刚进公司,项目的整体思路由我的上级领导完成,这个阶段我对项目的参与度极低,连PLC的程序的整体思路都由我的上级领导完成,我们领导的想法是,如果机器人换了品牌不用改动PLC 的程序)。
问题二:机器人在高点过载,机器人抓头过重,空抓头的重量已经到额定载重的一半。
第二阶段:疑难问题的解决。
问题二在换过抓头和优化完路径之后基本解决。
问题一在进行了反复大量的验证后,发现原有机器人的程序基本作废。在降速后勉强能继续使用。处理这个问题的过程,使我对之前外聘的机器人工程师基本失去信心,万幸的是我有个朋友在机器人领域的能力大大超出了我的想象,在他的帮助下完成了第一版较为可靠的程序。
这个阶段将PLC与机器人的交互信号完全进行重建,并且在交互过程中,增加验证机制,防止信号丢失。其他部分未做大量改动。
第三阶段:对于通用码垛程序的思考
经历了初期程序的改动之后,机器人运行基本没有问题,可我在调试过几个现场之后,发现,在机器人示教器上编辑垛形非常繁琐,况且每个客户要求的垛形都有不同,且垛形数量常常达到十几个,规则垛形还好说,要是不规则垛形就要花费大量的时间在现场调试。这种状况会导致出差和程序维护都要花费大量精力。于是我开始思考通用码垛程序的可行性,开始时,我的思路是把所有垛形的数据放在PLC内,让机器人做偏移,后来发现ABB机器人PROFINET通讯所支持的数据量太小,一个垛形的数据传送都有问题,碰壁后我也放弃了很长一段时间。
后来随着对机器人的认识越来越深,我也慢慢找到了思路,机器人只管“动作”,PLC计算机器人下一个点位的位置,这样就解决了传输量的问题。而且因为解放了机器人编程调试的工作量,即使我不到现场,公司的安装人员和客户的操作工也能在培训后完成垛形的编辑和更改。通用码垛程序的雏形形成后,我跟领导提起更换现在的程序,领导对我的通用程序始终抱有怀疑态度,在我的坚持下,领导一起和我去了客户现场,经历了大约一周的调试后,通用码垛程序正式上线,效果也超过了所有人的预期。
第四阶段:客户操作机器人难的问题
随着使用码垛的客户量越来越多,发现机器人的操作对于某些公司来说会有不少问题,一是,有些公司人员的能力层次低,操作机器人比较吃力;二是,有些公司人员流动频繁,前一波人走后,后一波人就不会操作。于是将说明书与操作按钮结合的想法开始萌生,我将操作按钮分步拆解在简易说明里面,操作人员按照提示,一步一步可以解决启停、故障处理等机器人的问题。(我想过一键启停等功能,实现起来不复杂,可是公司领导始终认为一键启停不可靠,启动停止都需要人一步一步的确认)。
大多数新设备都会经历调试、整改、优化和再优化的过程,技能固然重要,可是在设备优化过程中主动发现问题、解决问题的态度却更能取得公司领导的信任。






楼主最近还看过





- 工控人在各地的生活成本有多...
 [11454]
[11454] - 骑自行车的和骑电瓶车的区别[5100]
- 工控行业究竟工资有多高[5619]
- 五年工控经验专栏[9863]
- windows开始-运行,命令集[6618]
- 这就是中国现状![9330]
- 湖南工控业务联系中心[4942]
- 为什么供电用380V变220V而不...[5440]
- 论道第三十八周辩论:能力与态...[8209]
- 工控足球讨论专用帖[9860]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
