Modbus RTU 转 Modbus TCP依托总线协议自动化立体仓库空转率案例 点击:181 | 回复:1

一、项目背景:智能物流自动化立体仓库的通讯困境
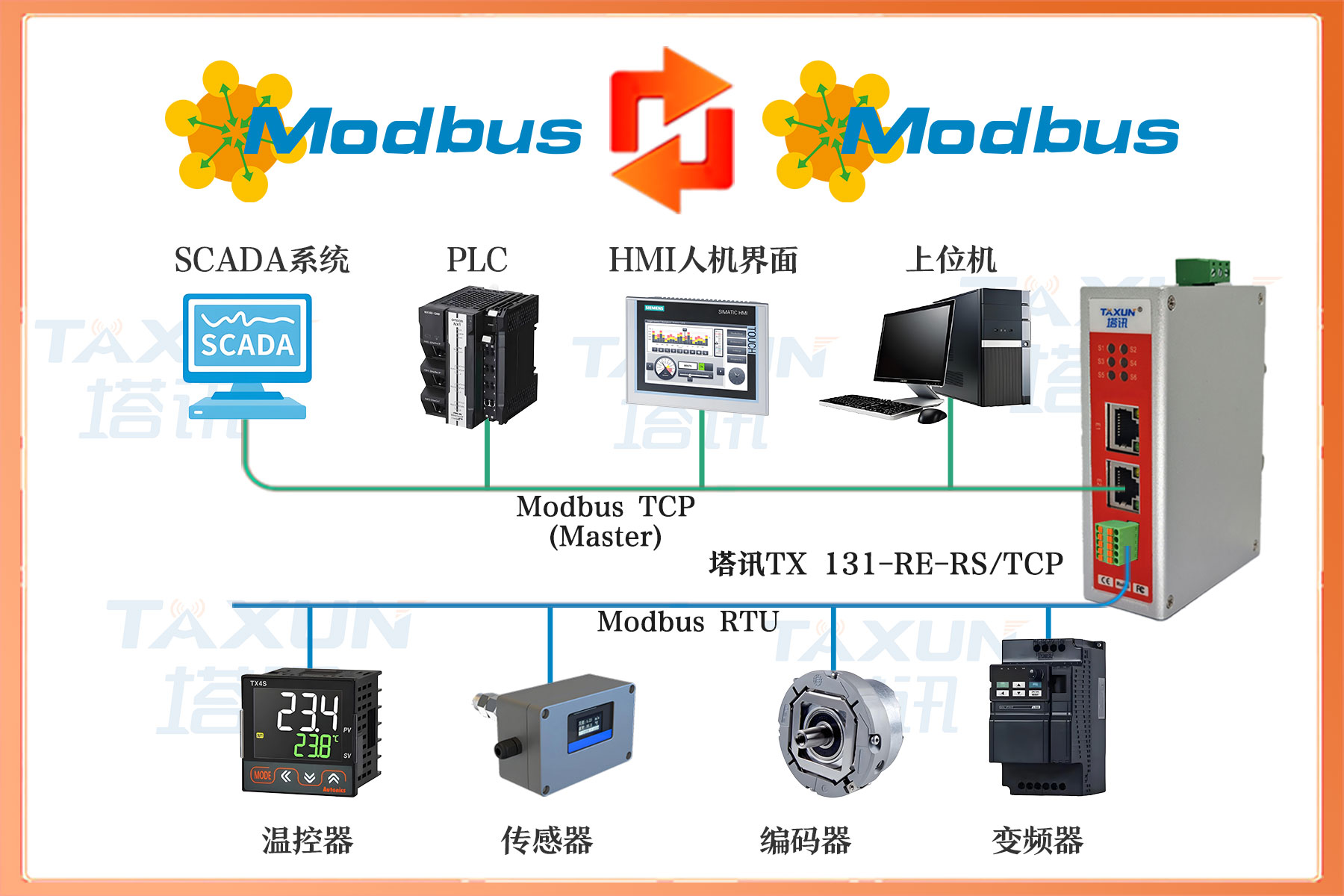
在工业自动化领域的智能物流自动化立体仓库中,塔讯 TX 131-RE-RS/TCP在某企业采用研华工控机(Modbus RTU 协议)负责仓储管理系统(WMS)的订单下发、库存统计,搭配三菱 Q 系列 PLC(Modbus TCP 协议)控制堆垛机、 conveyor 输送线的货物存取与转运。
两者需实时协同:工控机需向三菱 Q 系列 PLC 传输订单信息(如货位编号、存取类型)、任务优先级,三菱 Q 系列 PLC 需反馈堆垛机位置、货物是否到位、设备故障状态,以避免订单错发、货物积压或设备空转。但因双方采用不同总线协议,缺乏直接通讯通道,原有 “人工在工控机与 PLC 间切换操作” 的衔接方式效率低下,日均因信息不同步导致的订单处理延迟达 5 次,单次延迟导致 3-5 个订单超时出库,影响客户满意度。智能物流作为工业自动化领域增速最快的前景行业(2025 年全球市场规模预计超 8000 亿美元),对工业物联网环境下仓储设备的实时调度与数据交互提出了极高要求。
二、项目痛点
1. 协议异构阻断仓储调度:工控机的 Modbus RTU 协议与三菱 Q 系列 PLC 的 Modbus TCP 协议无法直接兼容,无物联网网关中转时,需操作员在工控机上导出订单数据,再手动录入 PLC 的编程软件,单次数据传递耗时超 15 分钟,导致堆垛机等待任务指令,仓储订单处理节拍从 10 分钟 / 单延长至 25 分钟 / 单,日处理订单量从 120 单降至 60 单,效率下降 50%。
2. 数据采集追溯断层:原有系统无专用数据采集器,堆垛机运行速度(0.8-1.2m/s)、货位占用状态、订单完成进度等关键数据仅分别存储于工控机与 PLC,无法同步至工业物联网平台,出现货物丢失或错发时,需人工比对工控机订单记录与 PLC 运行日志,追溯时间超 3 小时,不符合物流行业 “订单全流程可追溯” 的服务标准。
3. 工业环境适应性差影响设备运行:仓库存在粉尘、温湿度波动(-5℃~40℃),传统 RS485 转以太网模块防护等级低(IP20)、抗温湿度干扰能力弱,日均通讯中断 2-3 次,每次中断导致堆垛机急停、输送线停运,需人工重启设备并排查任务状态,恢复耗时超 1 小时,单日因中断损失订单处理量约 15 单。
4. 设备负载超限引发调度风险:尝试通过第三方中间件实现数据转发,导致工控机 CPU 负载升至 88%(频繁处理数据转换任务)、三菱 Q 系列 PLC CPU 负载达 82%,超出安全运行阈值(工控机≤80%、PLC≤75%),引发堆垛机定位偏差超 5mm,存在货物碰撞货架风险,曾导致 2 箱货物损坏,直接损失超 1.5 万元。
三、系统结构拓扑图
四、塔讯 TX 131-RE-RS/TCP 网关功能简介
作为核心塔讯 TX 131-RE-RS/TCP工业网关,该设备实现 Modbus RTU 从站到 Modbus TCP 从站的双向协议转换,关键功能深度适配智能仓储场景需求:
· 协议兼容:严格遵循 Modbus RTU(IEC 61158)与 Modbus TCP(IEC 61158)协议规范,支持 9600-115200bps 可调波特率(适配工控机 RS485 通讯参数:19200bps、偶校验、8 数据位、1 停止位)与 10/100Mbps 自适应以太网速率,自动识别三菱 Q 系列 PLC 的通讯帧格式,确保订单数据与设备状态传输无格式偏差。
· 数据处理:内置双核工业级处理器,每秒可完成 2200 次以上数据转换,转换延迟≤18μs,支持 2000 点数据映射,满足货位编号(4 字节整数)、堆垛机位置(4 字节浮点数)、订单优先级(1 字节整数)等多类型数据同步传输,数据更新频率达 1 次 / 秒,符合仓储实时调度要求。
· 工业适配:具备 IP30 防护等级(适配仓库粉尘环境),支持 12-48VDC 宽压供电(±15% 波动兼容),采用宽温设计(-40℃~70℃),耐受仓库温湿度波动;抗电磁干扰性能符合 EN 61000-6-2 标准,避免仓库内变频器、电机产生的电磁干扰导致数据丢包。
· 物联与调度扩展:支持本地数据缓存(容量 2GB,缓存周期 7 天),通过 MQTT 协议对接工业物联网平台,实现订单数据、设备状态的实时上传与历史存储;支持故障告警功能,当 PLC 反馈设备故障时,网关可直接向工控机与工业物联网平台推送告警信息,缩短故障响应时间。

五、解决方案与实施过程
(一)方案设计
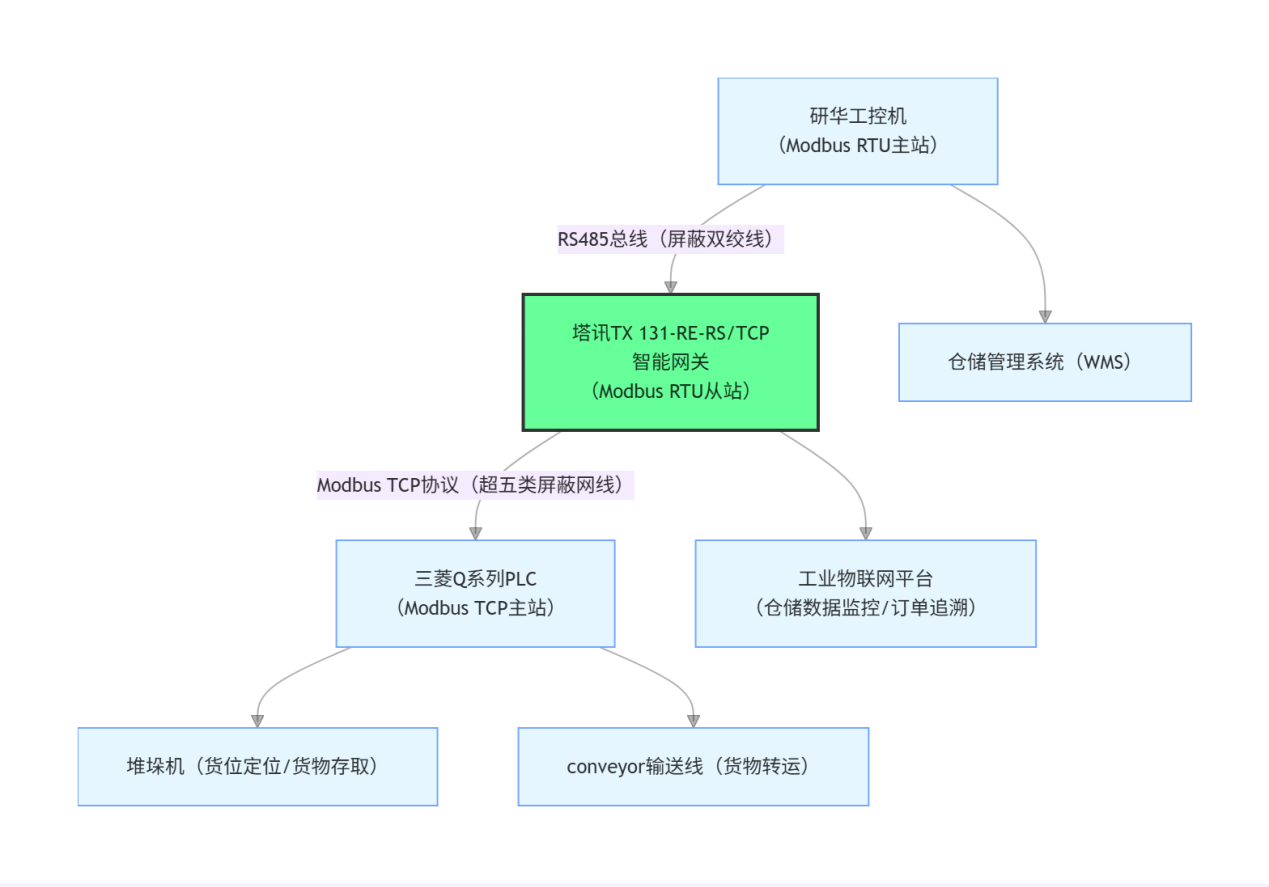
采用塔讯 TX 131-RE-RS/TCP在智能网关构建 “工控机主站 - 网关 - PLC 主站” 通讯架构:网关 Modbus RTU 侧作为工控机的从站,实时采集订单数据(货位编号、存取类型)、任务优先级;Modbus TCP 侧作为三菱 Q 系列 PLC 的从站,将采集到的订单信息传输至 PLC,同时接收 PLC 反馈的堆垛机位置、货物到位信号、设备故障状态,实现双向数据实时交互,数据更新频率 1 次 / 秒,满足仓储调度需求。
(二)实施步骤
1. 硬件部署:网关安装于仓库控制室的控制柜内,通过屏蔽 RS485 电缆(长度 30 米,防腐蚀材质)接入工控机的 RS485 扩展卡;通过超五类屏蔽网线连接三菱 Q 系列 PLC 的以太网端口,配置 IP 地址(192.168.3.100)与 PLC(192.168.3.10)同网段,做好接地处理(接地电阻≤4Ω),避免仓库静电干扰。
2. 参数配置:使用塔讯配置软件建立数据映射表 —— 将工控机的订单数据(货位编号:VW100、存取类型:VW102、任务优先级:VW104)映射至网关寄存器 40001-40003;将 PLC 的反馈数据(堆垛机位置:D100、货物到位信号:M10.0、设备故障状态:M10.1)映射至网关寄存器 30001-30003,设置数据更新周期 50ms,启用 “数据校验”“断网重连” 与 “故障告警” 功能。
3. 联调测试:在工业物联网平台与工控机的 WMS 系统同步验证数据传输(延迟≤18μs,丢包率 0.05%);模拟订单下发(连续下发 20 个不同货位订单),测试 PLC 是否准确接收并执行任务;模拟通讯中断(拔插网线),测试网关自恢复时间(≤70ms)与数据续传功能,确保订单任务不丢失。

六、应用效果与前后对比
(一)实施后效果
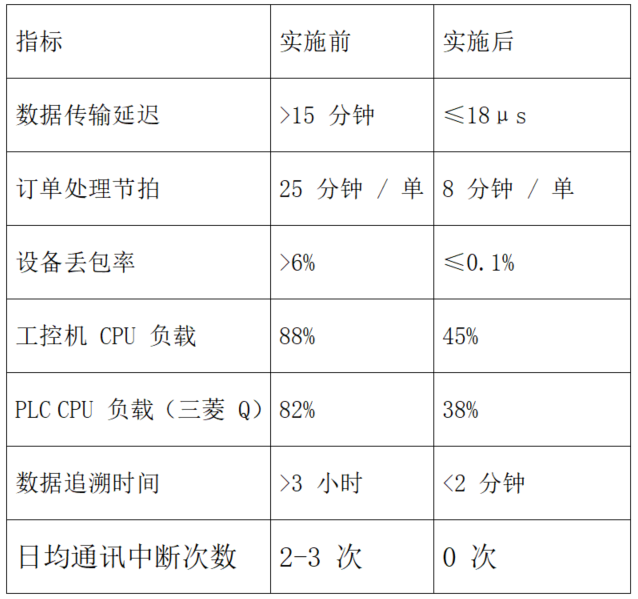
1. 仓储调度效率大幅提升:数据传输延迟降至 18μs 内,订单处理节拍从 25 分钟 / 单缩短至 8 分钟 / 单,日处理订单量从 60 单提升至 150 单,效率提升 150%;因信息不同步导致的订单延迟次数降至 0,客户订单超时率从 4.2% 降至 0,客户满意度提升 40%。
2. 数据追溯全面落地:通过网关将订单数据、堆垛机运行状态自动同步至工业物联网平台,货物丢失或错发时的追溯时间从 3 小时缩短至 2 分钟,符合物流行业 “全流程可追溯” 标准,成功通过大型电商客户的供应链审核。
3. 通讯稳定性适配仓库环境:网关宽温、防尘设计与抗干扰性能适配仓库工况,连续运行 3 个月丢包率≤0.1%,通讯中断次数从 2-3 次 / 日降至 0 次,设备故障恢复时间从 1 小时缩短至 15 分钟,单日额外恢复订单处理量约 15 单。
4. 设备负载回归安全值:工控机 CPU 负载从 88% 降至 45%,三菱 Q 系列 PLC CPU 负载从 82% 降至 38%,均低于安全阈值,堆垛机定位偏差控制在 ±2mm 内,未再发生货物碰撞损坏事件,每年减少货物损失超 10 万元。

(二)效果对比表
七、行业价值与后续扩展
本案例聚焦智能物流行业,该行业正处于自动化、智能化升级的关键期,仓储设备协同需求旺盛。此方案可复制至电商仓储、冷链物流、制造业原料仓库等场景,后续可扩展接入 MES 系统,实现仓储库存与生产订单联动,或对接无人叉车调度系统,进一步提升智能仓储的全流程自动化水平,助力企业降低物流成本、提升供应链响应速度。





楼主最近还看过


官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
