进口电化铝和印品剥离故障分析 点击:140 | 回复:0

随着印刷包装品对高品质的需求,作为印后加工设备的烫金机越来越受到印刷企业的青睐。我公司有4台BOBST BMA-102烫金机,在生产过程中经常出现吹气电磁阀工作不稳定的现象。上海康狄将该故障的排除过程与大家分享,希望能够给大家提供借鉴。
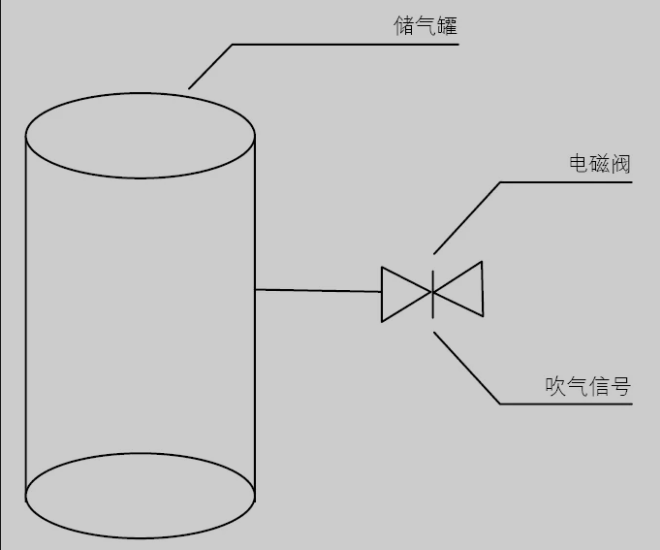
烫金机进口电化铝剥离吹气系统(见图1)包括储气罐、电磁阀、吹气信号 。
在设备操作过程中,电磁阀工作不稳定,时而吸合时而不吸合。而电磁阀不吸合会导致储气罐气体无法通过电磁阀提供进口电化铝剥离吹气,进而无法完成电化铝和印品的剥离工作。
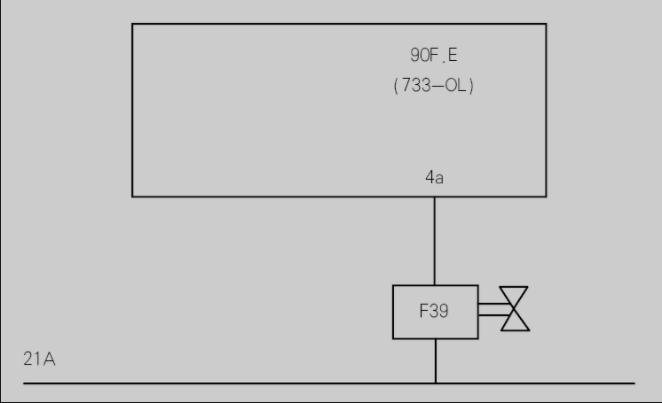
要找到故障的根源,先要弄清进口电化铝吹气的工作原理:当烫印离压时,电路板90F.E(733-OL)的4a输出点输出+24.0V电压信号,电磁阀F39得电吸合,电磁阀阀门打开,吹气通过电磁阀作用于电化铝上,完成进口电化铝和印品的剥离动作。电化铝吹气电路图如图2所示。
刚开始我们怀疑是电磁阀出现了故障,更换了几次电磁阀线圈和阀体后,问题依然没有解决。
这个二位二通电磁阀起到控制吹气通断的作用:通电时,电磁线圈产生电磁力把关闭件从阀座上提起,阀门打开;断电时,电磁力消失,弹簧把关闭件压在阀座上,阀门关闭。然后,测量电磁阀F39线圈的电压为21.7~23.0V,其正常工作电压应为24.0V。
初步分析应该是电压损耗造成电磁阀F39未达到工作电压所致。
另一方面,我们发现储气罐气压低于6Bar时,电磁阀F39在21.7~23.0 V电压下能动作。因此气压过高也是引起故障的原因之一,但是储气罐气压不能随便调低,因为国产电化铝难于剥离,要求储气罐气压大于6Bar才能将电化铝与印品完全剥离。使用进口电化铝时,可将储气罐气压调至5~6Bar。
综上可分析出故障原因为以下两点。
原因一:电磁阀F39线圈的电压未达到工作电压,导致电磁阀F39未启动。
原因二:电磁阀F39前后压力差超过规定值,导致电磁阀F39打不开。
解决问题
针对以上故障原因,为了保证产品质量,储气罐的气压不能随意调小,所以只能从原因一入手寻求解决方案。在电路中,电压损耗是由电线电阻引起而且是不可避免的,电线电阻与电线长度成正比、与电线横截面积成反比,所以我们可以通过下面的方法来降低压强。
方案一:加大电线线径,比如原来是2.5mm²,现在改用4.0mm²。从安装成本和施工难度考虑,该方案不可行。
方案二:缩短电路距离,将电源挪到离电磁阀距离较近且便于安装的位置。根据现场的实际考虑,电柜和储气罐位置固定,这个方案也不可行。
方案三:通过将吹气电路稍做改进来解决问题。改进方法如下:
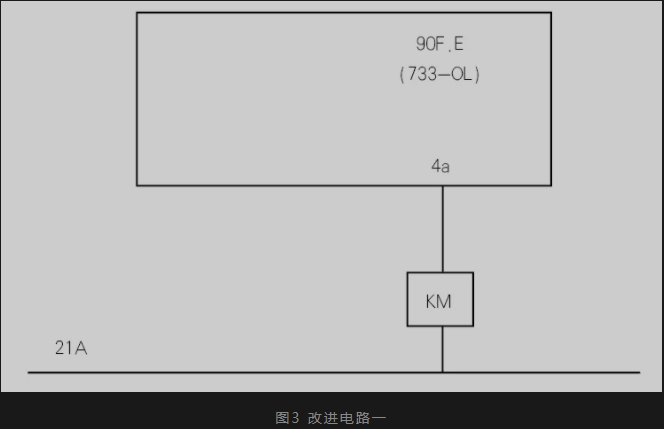
(1)将原来控制吹气电磁阀F39的90F.E(733-OL)电路板4a点的输出信号接一个工作电压为24.0V的小继电器KM(如图3)。
(2)在电柜中取一个220.0V的交流电压,通过直流电压调节器将电压输出调至24.0~27.0V,使抵消电路电压损耗后加到储气罐电磁阀F39的电压为24.0V。
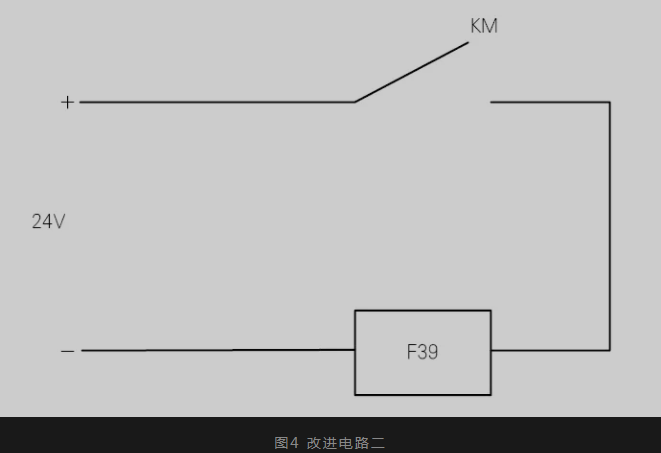
(3)将继电器KM常开触点与电磁阀F39串联(如图4)。
至此,通过中间继电器KM,让电磁F39在工作电压24.0V下工作,故障得到彻底解决。我公司4台烫金机都按此方法进行电路改进,经过3年的运行,电磁阀动作准确,设备运行可靠,再没出现过类似故障。





楼主最近还看过
- 奥托尼克斯温控器参数设置说...
 [1316]
[1316] - 昨晚维修的一个故障被困扰[1952]
- (已结束)工控仪表擂台第三期...[2166]
- 从电气角度理解PID[2440]
- 全世界最强海拔高度传感器,上...[576]
- 请教:采样频率与带宽有什么直...[15753]
- 液体颗粒计数器的实验设计[878]
- 雨天打雷时,位移传感器依旧在...[510]
- 热电偶用碳化硅管和氮化硅管...[562]
- 仪表字母代号表示方法(代号说...[4424]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
