收放卷闭环速度方案疑问点求助 点击:2410 | 回复:14

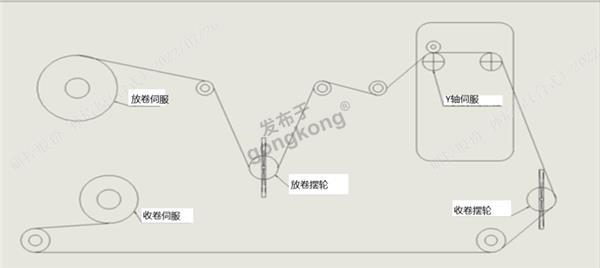
大家好!新人求助,项目概图如图,
项目概述:客户控制Y轴,从而控制卷材线速度,我这边通过接收到的线速度控制伺服电机以合适的速度适配线材的线速度,保证摆轮的位置恒定。且摆轮位置的变化有模拟信号 输出(0~10V)。
方案选择:根据前期资料搜索,选择张力控制的闭环速度方案。
伺服电机的给定采用主+辅的方式,主速度来源通过线速度+实时卷径计算出来,辅速度通过位置信号做PI闭环求得。
卷径计算方法选择:速度法D=60VI/Nπ(问题就出来这个公式上,因为D和N都是由这里来,就出问题了)。
碰到问题:
1、用速度法获得卷径D值之后,如果再用N=60VI/πD这个公式求速度的给定,会有两个变量,造成N值计算出问题,想问:在这种情况下,求得D值之后,如果求电机的转速给定值N?
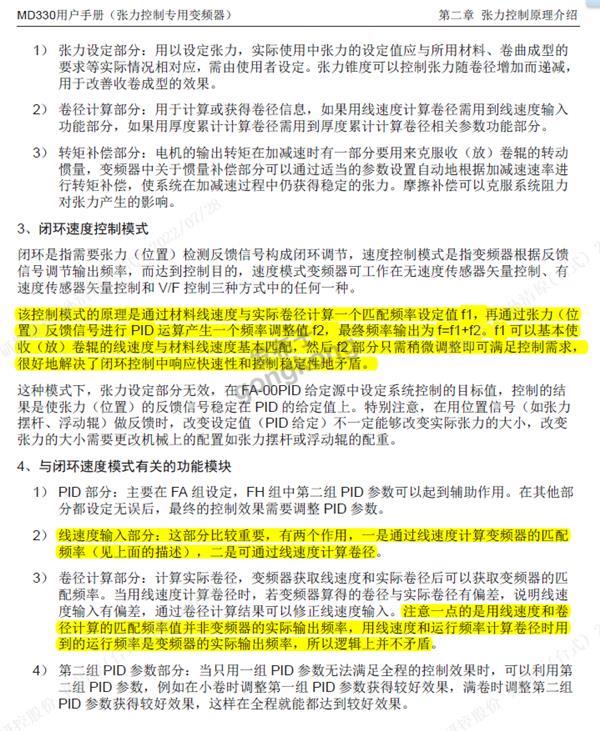
2、如图2 是汇川MD330的专用伺服的速度闭环的方案,我就很疑惑线速度的两个用途,一个计算匹配频率(伺服中我把他当做主速度了),一个计算卷径,如果用的是上面公式,怎么实现的呢?
3、目前我实现的是,通过线速度可以计算出来N的值,可D的值,需要位置信号进行修正。从而速度的给定值也就是需要N=N1+N2,N1:线速度的经过卷径求得转速,N2是根据位置信号PID计算的补偿速度。不知道我这种方法对不对?
希望论坛老师,给一些建议和指导!谢谢





楼主最近还看过
我之前遇到过一个类似的项目,我是作为伺服厂家协助调试的,我记得当时是张力控制放卷伺服,收卷的线速度作为给定去控制Y轴的摆动幅度。卷的是铁丝。
我的理解就是收卷伺服以一定的速度去收就行,收的时候会拉紧被卷物,张力增大,此时放卷伺服需要减小张力,加速转动,反之收的慢了张力减小,此时放卷伺服需要降低转速,使得张力维持在设定值。
Y轴的控制则以收卷伺服的线速度作为给定去摆动即可(正反转),这个地方得计算好了,卷的多了周长就大了,收卷伺服角速度不变的情况下,线速度是可以计算出来的。(这里需要知道被卷物的直径,然后乘以卷的层数,得出卷轴实际半径,计算出实际的线速度来。)
实际上你这个是两个独立闭环系统,分两部分做就比较简单了。
"121111115" 的回复,发表在2楼
对内容: 【我之前遇到过一个类似的项目,我是作为伺服厂家协助调试的,我记得当时是张力控制放卷伺服,收卷的线速度作为给定去控制Y轴的摆动幅度。卷的是铁丝。我的理解就是收卷伺服以一定的速度去收就行,收的时候会拉紧被卷...】进行回复:
-----------------------------------------------------------------
嗯,是作为两个闭环系统处理的,读了你之前的项目,感觉两个项目差异还是挺大的。我这边数Y轴来控制整个线材的速度的,收放卷两个伺服主要是能跟随的上,Y轴的速度(不是恒定的),以保证摆轮位置不发生变动。应该属于速度跟随

"香奈儿" 的回复,发表在5楼
对内容: 【首先个人意见哈,1.摆轮本来就应该是机械上对卷的张力容差,摆轮上限可以实现物理上的多退少补,伺服是根据摆轮的位置实现进一步控制收放卷的张力,那么张力调好了,就可以调速度了,2.有些问题你不要想得复杂了...】进行回复:
-----------------------------------------------------------------
嗯,针对第一点:这个实际机器上的是浮动辊进行的张力调节,我这边呢,是做伺服的,想在速度模式下跟随的上Y轴收卷的速度,所以就需要通过卷径得到电机轴的速度给定值。才能很好的跟随上。
第二呢:这个客户给的信号就两个,卷材线速度和浮动辊的位置信息。想加传感器行不通的,如果加个传感器直接把卷径测出来,那就省事很多了

"李纯绪" 的回复,发表在7楼
对内容: 【卷径、速度有用吗?为什么要计算?有摆轮位置信号就够了,控制的目的就是保持摆轮在中间位置。启动时保持摆轮在中间位置,取原点信号给控制器,运行中就以原点信号做比较调整伺服转速。伺服设置位置控制,控制器输出...】进行回复:
-----------------------------------------------------------------
你好,前辈!你说的这种方式可以理解为,设定一个目标位置值,通过摆轮位置信号的反馈,做个闭环PI调节,然后输出控制伺服转速是吧!而这种方式是需要有摆轮位置偏差才会计算输出,这样的话在加减速的时候,摆轮会有浮动,客户要求的浮动范围在+-3°,您说的这种方法可以用,但控制实时性差一些,(但问了一下客户,他机器的线速度在200mm/s~400mm/s范围,其实速度不算太快,您说的这个方法,我可以做个备选方案,做出来一份,到时候在机器上跑一下,试一下),非常感谢给的思路!
"李纯绪" 的回复,发表在7楼
对内容: 【卷径、速度有用吗?为什么要计算?有摆轮位置信号就够了,控制的目的就是保持摆轮在中间位置。启动时保持摆轮在中间位置,取原点信号给控制器,运行中就以原点信号做比较调整伺服转速。伺服设置位置控制,控制器输出...】进行回复:
-----------------------------------------------------------------
哦对,针对你的问题“卷径、速度为什么要计算”,其实你可以把这个理解为三轴联动,其中收放轴跟随Y轴的速度,现在已知Y轴卷材的线速度,如果实时算出来收放轴的电机转速,那样就可以不用等到位置信号发生变化之后再做出响应,而是Y轴速度发生变动,收放轴立刻做出响应。
而如果要算出收放轴转速值,就需要从线速度换算到转速,而中间量卷径值就不可避免了

- 有什么办法能够检测步进电机...
 [21801]
[21801] - 关于原点回归与编码器Z相信号...[11266]
- IGBT 各个品牌的开关频率是多...[12611]
- 17Bit编码器讨论[5976]
- 数控中的1丝\1条是多少um啊...[12625]
- 关于同步伺服电机堵转的疑问[7162]
- 如果不用PLC控制,如何通过按...[11424]
- 什么是PDFF控制?[6564]
- 请教音圈电机的驱动方法[8979]
- 伺服电机带刹车怎么接线[10123]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
