A齿轮传动公司车间精益布局改善 点击:306 | 回复:0

发表于:2021-09-02 09:48:23
楼主
A齿轮传动公司以传动总成为核心,从事变速器、分动器、行星减速机、新能源汽车变速器以及动力系统总成的研发、制造和销售,产品远销国内外。公司拥有雄厚的技术实力,是国家高新技术企业。
改善范围:螺伞厂热前车间
改善目标:
生产效率:+25%
车间在制品:-40%
生产周期:-30%
空间利用率:+20%
5S和定置化:形成标准化管理
现场物流:物流路线减少30%以上

螺伞厂热前车间布局改善考虑原则
原则一:搬运最短距离,避免交叉往返原则。
原则二:按工艺流程布局,产品连续流动原则。
原则三:尽可能实现单套流或最小批量成套流。
原则四:有利于机械化、自动化发展的原则。
原则五:场地空间有效利用原则
原则六:方便与热处理工序衔接原则
原则七:利于产品齐套性控制原则

螺伞厂热前车间布局改善总体思路考虑如下:
1、将拉齿和铣齿产品分开,按两类不同产品设计,拉齿与铣齿产品数量按1:1比例计算。
2、将攻丝前移至弧齿加工前,并且尽可能外移至外协厂加工。
3、弧齿设备以加工单元形式组合,并且考虑将磨棱/倒角、铣花键等工序组合至单元线内。
4、铣丝工序将来改为热后车丝工艺,本次布局考虑将铣丝暂放至清洗前。
5、考虑到清洗机的故障率高及车间流程的顺畅性,建议增加一台清洗设备,将铣齿产品和拉齿产品分开清洗。
6、将刃磨区一分为二,分为拉齿刃磨区和铣齿刃磨区,减少磨刀所造成的损失。
7、铣齿加工单元方案,考虑到加工单元组合所需补充铣花键设备较多,单元线所占面积较大,热前车间面积不够,并且故不予考虑绘制此方案布局图。国内大型五金配件制造企业螺伞分厂热前车间布局改善案例(图4)
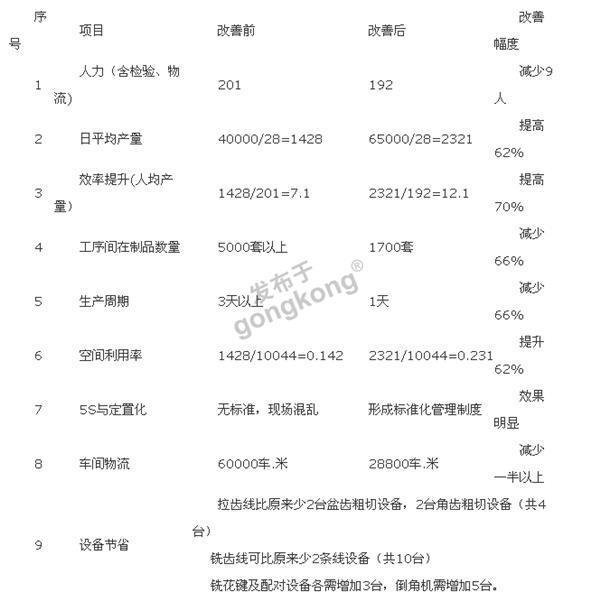
五金配件制造企业螺伞厂热前车间布局改善结果:
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- 制造型企业导入精益“136”模式...
 [480]
[480] - 六西格玛管理面对的七个争议[694]
- 上海汽车行业实施精益生产的...[678]
- 南京制药公司建立精益生产培...[672]
- 如何更快的有规划性的学习工...[510]
- 湖南工厂设施布局问题精益改...[1107]
- 掌握精益PMC管理,企业开源节...[1229]
- 电信行业精益六西格玛案例分...[1052]
- 包装印刷公司实施精益生产改...[531]
- 5S管理在公司设备管理中重要...[520]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
