应用六西格玛改进超微间距产品第一焊点不良率 点击:107 | 回复:0

应用六西格玛改进超微间距产品第一焊点不良率:
1、界定阶段
对于超微间距的产品,第一点焊接质量的要求也就更加有挑战性在解决问题之前,按照六西格玛DMAIC的流程,首先需要组建一支专业的团队来实施改进项目。

2、测量阶段
首先对测量系统的稳定性进行了分析接下来继续对测量系统的线性和偏倚进行测量,方法与稳定性测量类似。分析结果:偏倚的P值为0.301,即无法拒绝偏倚为0的原假设,测量系统无需修正。
最后对测量系统的重复性和再现性进行了测量分析,分析结果:系统Gage R& R值为1.13% ,远小于10% ,分组数NDC为124,远大于5,总体来判断此测量系统是完全符合要求的。
3、分析阶段
①第一焊点不良数据及潜在原因分析经过对测量系统的稳定性、线性和偏倚以及重复性和再现性的分析,可知测量系统可用,数据真实可靠。
②焊接强度不足的原因分析。利用因果图对第一焊点强度不足的原因进行分析,结合改进方向的可行性,最终决定将“焊针尺寸不合理”和“焊线参数不优化”两项作为将来改进的主要方向。

4、改进阶段
①焊针尺寸的改进。在分析阶段确定了此次缺陷改进的重点之后,首先进行了对焊针的尺寸的改进,并通过方差分析进行对比,合理选择了焊针尺寸。
②焊针参数的改进。为了能够更加全面地评估所有关键参数因子,小组设计了一个部分因子实验设计,用于筛选对第一焊点有重要影响的参数,共列出了4个对于第一焊点质量较为相关的因子:USG(超声波),Force(力),C/V(下降速度),Time(焊线时间),将每组试验取32个BallShear(焊线强度)的均值作为响应变量。每个因子取二水平,并且安排3组中心点用来评估试验误差。
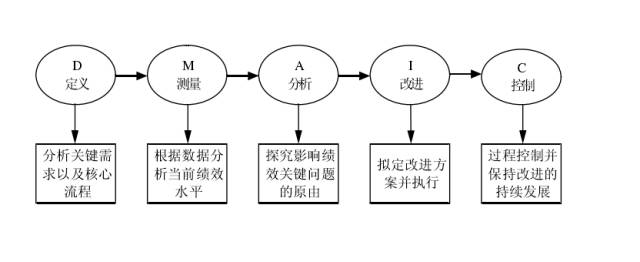
5、控制阶段
焊针尺寸和参数方面的改进之后,经过收集数据阶段,控制线也进行了更新。
使用DMAIC的分析方法对半导体制造业中的超微间距产品系列第一焊点不良问题进行深入的研究,逐一地找出问题的根源之所在,并针对问题的根源进行改进和控制。这进一步证实了六西格玛管理的有效性和权威性,对于那些刚刚起步或将要六西格玛管理的企业来说,六西格玛管理无疑将会成为企业变革的助推器。当然,六西格玛的发展需要企业领导的大力支持,需要各部门的相互合作,需要团队的力量,需要专业的人才,需要企业每一个人的努力。当六西格玛融入企业文化中的时候,企业将迎来质的提高。





楼主最近还看过
- 精益生产现场管理如何做到精...
 [544]
[544] - 【复盘经典案例】电信大客户策...[9776]
- 天津奥的斯丰田生产方式实施...[654]
- KYT在某发电公司的应用[733]
- 北京六西格玛黑带培训感悟[491]
- 精益研发在深圳某轨道车辆制...[520]
- 5S管理在深圳物流公司的应用...[564]
- 六西格玛设计DOE试验设计培训...[1136]
- 六西格玛黑带考试须知(收藏版...[520]
- 六西格玛绿带培训和6西格玛黑...[648]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
