上海塑胶玩具应用精益生产优化生产流程 点击:175 | 回复:0

上海塑胶玩具应用精益生产优化生产流程
在精益生产理论应用日益广泛的今天,快速换模技术作为精益生产体系的一部分,正得到越来越多的研究和关注。
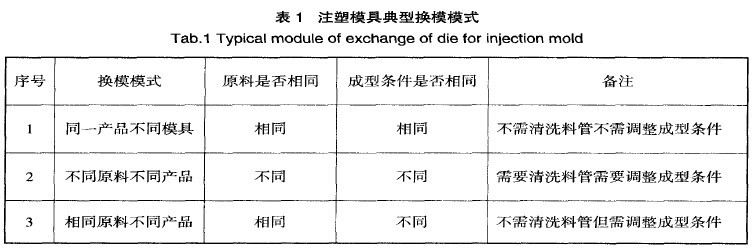
某公司是一家专业生产各种塑料玩具的公司,产品品种和花色比较多,批量属于中小批量,模具需要经常更换。每次切换模具都需要相当长的时问,表2所示为改进前的换模流程。由表2可知,表1中换模模式1、2和3总耗时分别为41.5min、53.2min和47.2min,三种不同的换模模式时间差异点为步骤2/13/16的时间差异;有效工时在换模时间内只占19.3%~22% ,其余为无效工时,从成本角度来考量,必需缩短或取消无效工时。
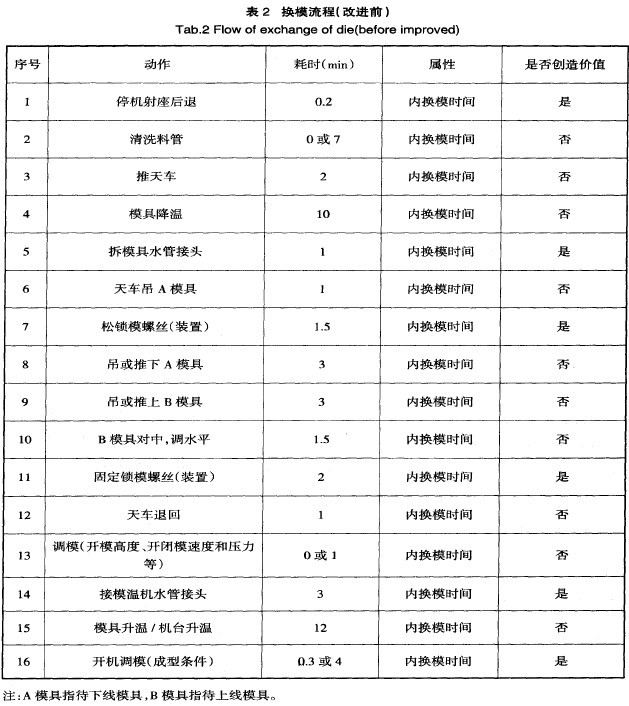
经过分析发现,原换模流程全部是内部更换时间,大量的准备工作在机器停机后才开始,并且大量的操作是串行完成,造成了较长的更换时间。如何来降低换模时间,路士利列出了实施快速换模技术的三个步骤:
第一,区分内部和外部操作,在机器运行其他批次的工件时而不是在停机准备时间完成外部操作,消除动作浪费;
第二,尽量将内部操作转化为外部操作,以使内部操作也能在机器运行其他批次的工件时完成;
第三,不断改善或减少组成内部和外部操作的作业。在区分了原换模流程中的内部和外部操作后,对整个流程进行了以下改进:
(1)将传统的模具线内加热改为线外加热。
生产指令下达到机台前, 先通知模具技工准备好B模具, 并在线外加热工站将模具加热到所需要的温度。这样就将属于内部操作的模具升温工作转化为外部操作,缩短换线时间。需要强调的是,B模具上线过程中,操作人员一定要戴防高温手套,防止高温烫伤。
(2)将模温机的管螺纹连接接头更换为快速接头直接插装,提高拆卸和安装效率。
(3)将传统的天车吊装换模改为快速换模。
在卧式注塑机上换模,传统的方法是先将模具用天车吊起,然后手动将动模板与固定模板之间距调节到大于模具厚度,缓缓将模具放下,借助定模上的定位环将模具固定在固定模板上,最后调模。整个换模过程耗时较长,效率低。在参考一些快速换模装置的基础上 ,在卧式注塑机的动模板和固定模板上相应位置安装固定滑道,又设计了一台可以升降高度的架模车,架模车台面上有两组滑道。换模时,先将架模车高度调整到和动模板上固定滑道对中的位置,把A模具推出,然后移动架模车把B模具推入,最后调模。利用快速换模换线,时间大为缩短。
(4)将传统的用压板和螺钉固定模具改为用夹模器来固定模具。
传统的同定模具是用压板和螺钉,模具定好位置后,用扳手把螺丝扭紧,比较费力也比较耗时。现在改用专门的夹模器来固定模具,只需要点击按钮就可实现模具的固定,快捷安全。
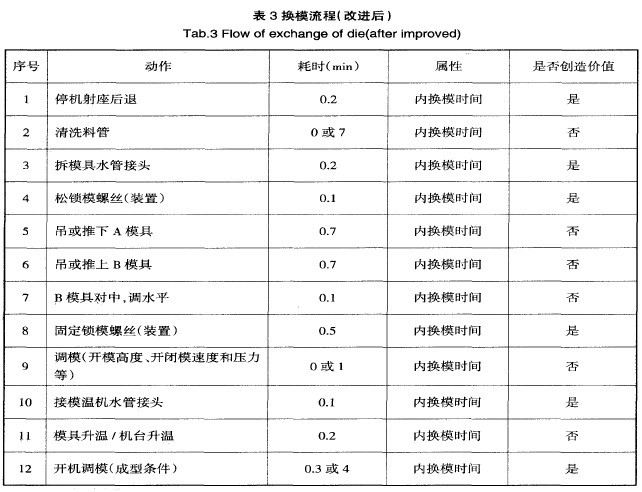
2、新换模流程通过对原换模流程进行改进,新的换模流程如表3所示。
由表3可以看出,原换模流程中的第3/4/6/12工序经过改进后得以取消,通过线外加热、使用快速接头和夹模器使换模时间大幅度减少,同产品不同模具换模节省工时92.5% ,不同原料不同产品节省工时72% ,相同原料不同产品节省工时83.5% ,改进效果很明显。
本案例的研究仅从改进流程角度出发,采用快速换模技术对流程进行优化,取得了非常明显的成果。作为持续改进的方向,后续可以针对清洗料管建立专案进行改进,以期进一步缩短换模时间。





楼主最近还看过
- 浅析成都节能行业六西格玛项...
 [533]
[533] - 山东某重卡用六西格玛实现车...[504]
- 评估企业是否需要导入六西格...[818]
- 分享|自学TRIZ理论的最全书单...[719]
- 广州某大型商业零售银行开展...[754]
- 六西格玛管理-产品质量的”六...[641]
- 化工行业导入六西格玛培训公...[1007]
- 加速度与惯量匹配[541]
- Minitab软件在六西格玛统计质...[805]
- 感觉在自动化行业里面迷茫了[461]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
