东莞某发动机制造公司应用IE工业工程改善技术问题 点击:332 | 回复:0

东莞某发动机制造公司应用IE工业工程改善技术问题:
IE工业工程技术在该工厂的应用,大大提高了生产线产能和劳动生产率,减少零件堆放面积和在线库存,降低了制造成本,提升了企业的竞争力。

1、确定目标。
按客户年需求发动机30万台计,年工作时间为276天,每天三班21小时,则生产线产距时间=年工作时间/年生产需求=(276×21×60)/300000=69秒/台。考虑到一定的质量损失5%,生产线目标节拍=69×(1-5%)=66秒/台。
2、工位平衡。
按目标节拍66秒要求,打破生产线原有布局,根据发动机装配顺序及质量控制,重新拆分、合并、组合工序装配内容,降低瓶颈工序节拍,减少工位工时平衡损失(目标控制在10%以内)。如三大分装从分装区转移到主线上或旁边,创建工序OP05,缸盖下线与上线合并,缸盖排气面螺栓从分装转移到外装装配。
3、工位模拟与工位改造。
一个一个工位,按理论的平衡方案到现场进行模拟试装,制作简易工作台,摆放零件,验证可操作性、质量风险、零件干涉及工位布置等,对于改动大的工位,在线外建立模拟台试装,不断优化、调整理论的平衡方案。试装通过后,正式实施工位改造,采取布置零件在正前方和方便手取的高度、调整扳手高度、重新设计或布置工作台、增加料架和料盒、标识零件位置、作业人员培训等措施。
4、交替式物流。
将零件从中间库直接搬运到超市,零件质量检查提前在中间库或上游供应商进行,改变以前的要货方式,主动上线,信息反馈点由线边提前到超市,缩短工厂的反应提前期。
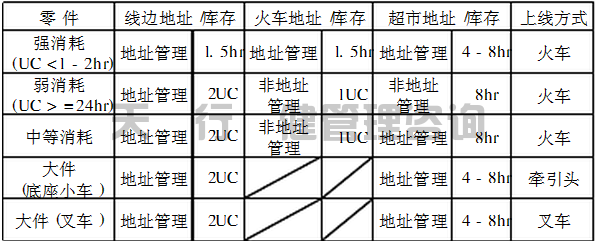
大部分零件包装在中间库或供应商处进行,由大包装改为小包装,每2小时或最低2个标准包装数量配送;存放方式由原来的高位仓库中转存放过渡到直接运到超市,减少对铁制料筐的依赖。超市中以“小包装”状态存放了线边需求的所有零件,采用“火车时刻表与路线图”、“零件地址”和“站点”等方式进行管理,保证多品种和快速准确地将零件从超市送到线边。线边铁制料架更改为竹节料架,其上固定零件看板标识卡,注明零件的名称、零件号、搬运的消耗点、标准包装数量。线边、火车和超市零件库存与搬运方式见表2。
5、工位固化及标准化作业。
通过工艺分析及方法研究,确定工位最佳的作业方法;建立标准作业指导书,明确零件的平面布置和操作内容、步骤、时间,以及质量控制要点。





楼主最近还看过
- 长沙H机械厂精益生产系统的实...
 [509]
[509] - 山东某重卡用六西格玛实现车...[504]
- 六西格玛黑带报考条件有哪些...[940]
- 事务部门推行5S管理的方法[928]
- 基于六西格玛管理论证冷水机...[563]
- 如果有这7个坏习惯,那你的客...[488]
- 精益生产试点切入,样板先行[478]
- 服务业六西格玛培训成功案例...[537]
- 六西格玛管理-产品质量的”六...[641]
- tyy的一万个问题第一个[742]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
