北京机械设备行业中六西格玛的推进案例 点击:118 | 回复:0

北京某公司后桥壳总成精镗专机加工效率较低,平均每天停线89min,每天作业时间420min,加工效率仅为78.8%。首先是设备故障问题,平均每天设备故障停线17min;其次是工装调整问题,平均每天工装调整停线72min。因此该公司决定聘请天行健管理顾问进行六西格玛管理项目组的成立及问题改善,以提高后桥壳总成精镗专机加工效率。
一、六西格玛分析
1、设备故障分析
①设备故障停线柏拉图分析
后桥壳总成精镗专机平均每天设备故障停线17min,每月故障累计时间370min,现对精镗专机故障时间统计。
为了确定以上故障原因的累计时间在整个故障时间中所占的比例,以及故障停线的主要原因,将后桥壳总成精镗专机故障统计汇成柏拉图进行分析,如图1所示。
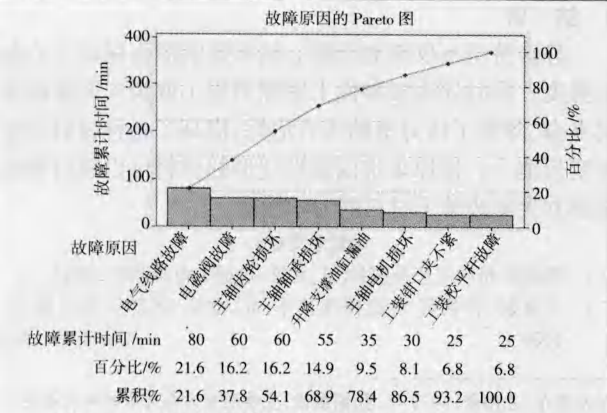
在图1精镗专机故障统计柏拉图分析中,根据80/20原则,确定精镗专机故障异常停线的主要原因是改进阶段的目标和方向。
②设备故障主要因素失效模式及后果分析(FMEA)
为了确定设备故障主要原因的关键因子,进行设备故障失效模式及后果分析,如表1所示。
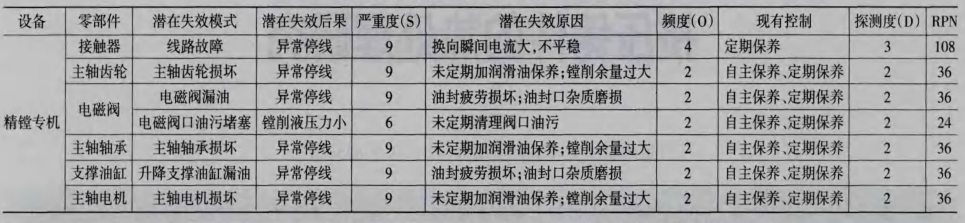
由表1失效模式及后果分析(FMEA)可知,接触器线路故障是精镗专机设备故障的关键因子,在改进阶段需要进行深入分析改进,其它设备故障因素通过设备维护进行预防。
二、工装调整分析
后桥壳总成精镗专机转换产品加工进行工装调整各动作步骤时间统计。每次工装调整需要18min,由于平均每天工装调整停线72min。因此平均每天需要工装调整4次,产品转换次数频繁,通过生产维护,确保每日批量生产产品,避免频繁转换产品加工。 基于后桥壳总成精镗专机工装调整动作步骤时间统计,发现的工装调整问题点将是改进阶段的改善目标。
三、加工效率提高
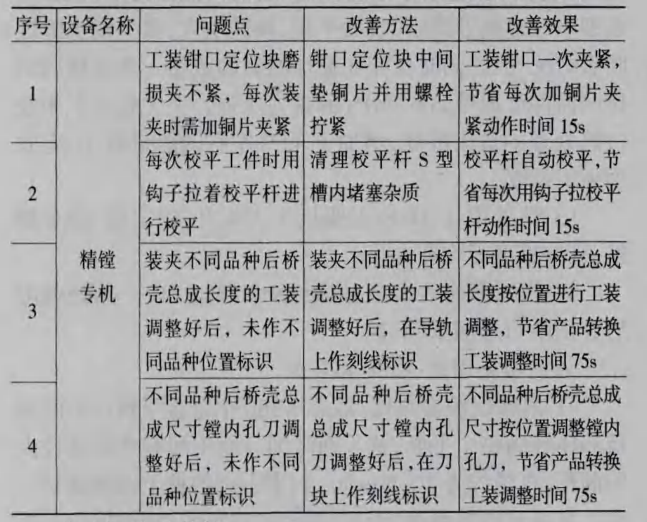
1、快速改善
在后桥壳总成精镗专机工装调整动作步骤时间统计中发现的问题点,在可实施范围内进行快速改善,如表2所示。
2、关键因子改进
影响精镗专机设备故障的关键因子是接触器线路故障,为了有效地解决问题,利用鱼骨图进行分析改进,首先找出所有原因,然后由粗至细追究到最原始的因素,最后对根本原因进行改进。
3、鱼骨图分析
对后桥壳总成精镗专机设备故障的关键因子接触器线路故障进行鱼骨图分析,如图2所示。
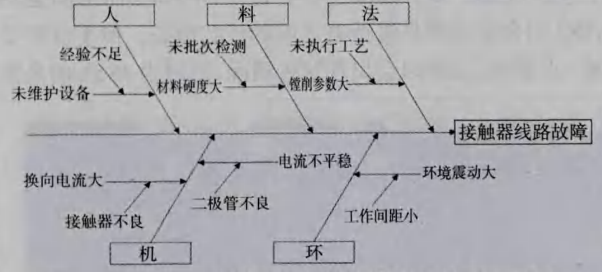
①根本原因确定
项目成员通过人、机、料、法、环五个方面的全盘分析,最后确定造成关键因子的主要原因是机的原因,再由粗至细分析出关键因子的根本原因是接触器和二极管元器件不良,造成换向电流大且电流变化不平稳。
②改善措施
确定了关键因子的根本原因,就要对其根本原因进行改善,措施是改造接触器和二极管老式电路,将接触器和二极管更换为新式变频器集成电路。
③改善效果
改善后的新式集成电路克服了改进前老式电路换向电流大、电流变化不平稳的缺点,变频器通过频率变化使换向电流平稳变化,电气线路免受瞬间电流变化大导致的冲击,发生故障率低。
四、改进效果确认
通过快速改善、生产维护和关键因子改进,后桥壳总成精镗专机加工效率取得以下效果:
1、消除设备故障,即每天设备故障停线时间减少17min;
2、平均每次工装调整停线时间减少3min,即每次工装调整停线时间降低至15min;
3、平均每天工装调整次数降低至2次。因此改进后的精镗专机平均每天停线时间降低至30min,加工效率为92.9%,比改进前加工效率提高14.1%。
五、控制
为了维持前阶段的改进成果,使得改进成果在加工设备上得到准确的改进与控制,制定控制计划和控制图进行控制。
1、控制计划
对影响后桥壳总成精镗专机的接触器线路故障关键因子制定控制计划进行后续跟踪控制。
2、控制图
对改进后的精镗专机加工效率绘制控制图进行后续跟踪控制,对出现异常的点及时分析原因进行控制。
通过天行健管理顾问对该公司应用六西格玛将后桥壳总成精镗专机加工效率进行分析、改进和控制,使得精镗专机加工效率提高14.1%,可以看出六西格玛管理对设备加工效率的提高具有重要意义。





楼主最近还看过
- 六西格玛DMAIC与PDCA循环的区...
 [833]
[833] - 从技术到销售的转型[2498]
- 浅析TPM设备管理在中国的现状...[514]
- 销售也在学六西格玛黑带培训...[562]
- 纺织机械业借力六西格玛培训...[1212]
- 精益生产如何影响成本管理?[546]
- 机械业推行单件流培训失效的...[855]
- 柔性化车间的精益生产实施步...[610]
- 万达电商大规模裁员,为什么万...[841]
- 六西格玛管理对成都化工业有...[789]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
