南大傲拓PLC在带锯床中的应用 点击:464 | 回复:7

南大傲拓PLC在带锯床中的应用
一、 概述
缙云是目前全国最大的带锯床生产基地,产销量占国内市场份额的70%。面对激烈的市场竞争,该县加大带锯床行业技改力度,促进结构调整和产业升级。
立柱卧式带锯床主要用于锯切各种黑色金属、有色金属,具有锯口窄、省料、节能、锯切精度高、操作方便、生产效率高等优点。本机床主要由主机(包括:床身、主传动系统、锯架、工作台及夹紧机构、断带保护装置、对刀装置等)、上料装置、送料装置、出料装置、液压系统、电气系统、冷却与润滑系统、气动系统等组成。
一、 工艺简述
运行过程:
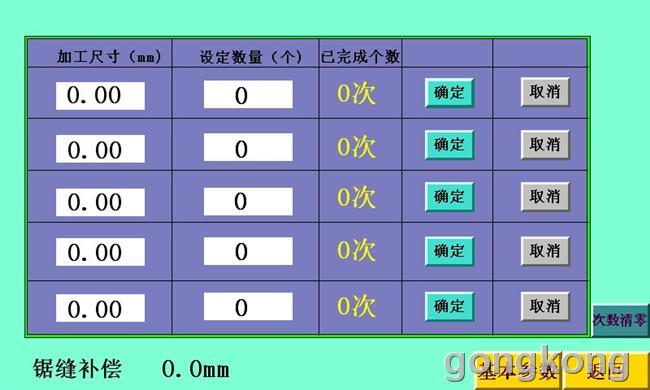
先点 回原点 钜轮会上升到上限位(上限位有光电传感器),后钳松开,并前进到前限位(前限位有限位传感器)。 设定需要钜的长度比如:10CM 设定的数量比如:100个 再点自动启动铵钮,钜床开始自动运行。
自动运行步骤:前钳夹紧,后钳松开 →→ 后钳开始后退,光栅尺(编码器)开始计数,当距离到达10CM的时候停止后退 →→ 前钳松开,后钳夹紧 →→ 后钳开始送料,送到原点位置 →→ 前钳夹紧,后钳松开 →→ 钜轮电机启动,并且开始下切(下切的过程中,后钳又开始后退到设定距离的位置并加紧),下切到下限位停止并计数一次 →→ 钜轮上升到上限位 →→ 前钳松开,后钳夹紧 下面就开始循环了,当计数到设定个数100个设备停止运行。以上就是锯切的完整过程的一个循环。
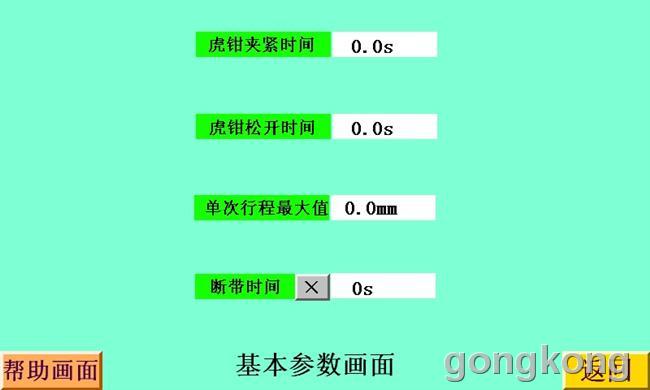
前后钳的钳松钳紧是由时间控制的,设有单次最大行程,比如设定距离1000CM,而最大行程距离只有400,那么它会先送料2次最大行程400,再送料200来累计得到1000CM。
断带检测:在锯轮的从轮上装有一个传感器来检测,在断带时间设定一个值比如5S,那么如果5S内传感器检测不到信号或者一直检测到信号(正常情况信号是时有时无的),就说明锯带已经断了。
二、 系统配置
PLC 是选用 南大傲拓NA200 系列的 NA200CPU2011402+AOM2010802。它带有8个输入/14 个继电器输出,能满足输入输出要求。再配南大傲拓7寸触摸屏,可以完成参数设定,报警显示,信号显示帮助信息生产数据显示等等。
序号 | 名称 | 型号 | 数量 | 备注 |
1 | CPU模块 | NA200CPU1402 | 1 | 8路数字量输入;6路数字量输出; |
2 | 数字量输出模块 | AOM201-0802 | 1 | 8路数字量输出; |
3 | 触摸屏 | VIEW0702 | 1 | 7寸真彩,分辨率800*480,带USB和以太网口 |
PLC输入输出点分配:


触摸屏画面:
主画面

手动画面

控制系统的特点:
1.该控制系统操作简单,把料放好,设定好参数后,先回原点,在点自动运行就可以了。
2.前后达到设定位置时有缓冲,精度高,每片锯料的长度精度小于
3.程序运行稳定,可靠。
一、 小结
随着现代机加工产品的日益增多,自动化程度的提高,员工成本的增加,老式的手动式锯床已经无法满足工厂的需要,而用PLC控制则大大提高了工作的效率。目前这套锯床系统已经在锯床之乡—缙云壶镇得到了广泛的推广,得到经销商的一致认可。





楼主最近还看过





- 我觉得BECKHOFF的PLC很好用,...
 [9466]
[9466] - (已结束)工控PLC擂台第6期--...[8526]
- PLC电池不知什么时候换,电池...[10495]
- 请教自动化设备中的空开,接触...[8625]
- 请教:怎样在WINCC画面中弹出...[14607]
- 工控人生 工控老鬼和他的朋友...[8797]
- 分享一个很好的PID学习资料 ...[9181]
- 请问:西门子PLC输出模块的一...[11727]
- 工控PLC擂台-每周一题-打擂英...[8155]
- 什么是软件PLC[11225]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
