成都某核电厂六西格玛管理的量化应用 点击:1115 | 回复:0

成都某核电厂六西格玛管理的量化应用:六西格玛管理中常用的度量指标有很多,比如西格玛水平Z、百万机会缺陷数DPMO、单位缺陷数DPU、首次产出率FTY、滚动产出率RTY等,它们覆盖了各种连续型和离散型测量数据的情况。
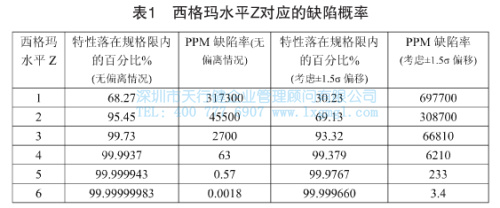
其中最为简单直观,计算快捷的是西格玛水平Z(考虑±1.5σ偏移情况)和百万机会缺陷数DPMO,后者可以通过(表2)直接得出考虑±1.5σ偏移时西格玛水平Z。
上述两个度量指标的计算公式如下:
①Z=(Tu-TL)/(2σ)+1.5
其中Tu表示上规格限,TL表示下规格限)
②DPMO=总缺陷数×106/产品数×每个产品产生缺陷的机会数
下面以某在建核电1、2号机组的主管道及环吊为例,对设备制造质量、交货进度偏差、开箱检验问题率进行量化并得出相对应的西格玛水平。
1、设备制造质量
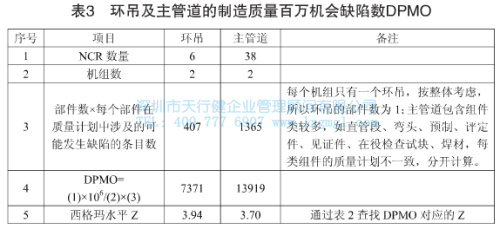
对于核电设备而言,设备的制造总缺陷数可以通过不符合项报告(NCR)的数量进行衡量,即总缺陷数=NCR数量。
核电设备多数(尤其是环吊)较为复杂,而且许多部件相互之间存在一定的牵连(比如环吊小车的尺寸对吊钩的极限位置存在一定的影响),计算出所有的单个零件不可能也没有必要。质量计划是制造阶段对设备质量监管的有效手段,所以,产品数×每个产品产生缺陷的机会数即总缺陷机会数可以表示为:
总缺陷机会数=机组数×部件数×每个部件在质量计划中涉及的可能发生缺陷的条目数。
综上所述,环吊及主管道的制造质量西格玛水平详见(表3)。
2、交货进度偏差
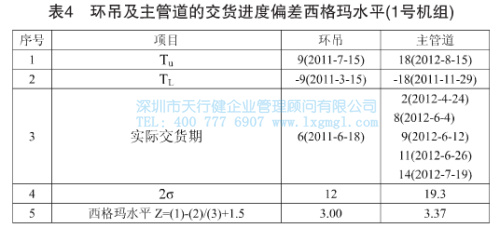
设备交货的时间通常受两个时间点制约,即合同交货期和现场需求时间。在实际交货过程中,如果设备早于合同期交货,一方面会增加现场的库存压力,另一方面,增加了总承包单位应付账款的压力;如果设备晚于现场需求时间到货,对其他设备的安装引入以及施工的进度计划会产生不利影响。
所以基于这些论述,可以认为上规格限Tu为现场需求时间,下规格限TL为合同交货期,依据正态分布理论,目标值选为Tu和TL的中值,并记为0,因为现场需求时间和合同交货期越接近,说明项目整体的进度控制越好,当Tu=TL时,中值必然也等于Tu或者TL,因此,这样的选值是合理的。同时,为了方便计算,并考虑实际的运输周期,取最小计算单位为周较为合理。如合同交货期为2013年1月1日,现场需求时间为2013年2月30日,则中值为1月30日,前后差4周,Tu取值为4,TL取值为-4,若实际交货期为2月15日,在满足正态分布的条件下,σ2=[(-2)2+0+22]/(3-1)=4。综上所述,环吊及主管道的交货进度偏差西格玛水平详见(表4)。
3、开箱检验问题率
设备运抵至核电现场后,开箱检验主要会产生两大类问题,一个是缺件问题,另一个是零部件本体的问题。
①缺件问题
总缺陷数为缺件数:产品数×每个产品产生缺陷的机会数为发货清单所列总件数(其中电缆计总米数,不计个数)。
②设备本体问题
总缺陷数为实际问题数;对于环吊而言,问题产生多发生在交货清单中所有的零部件上,但是对于电缆,问题的发生和米数无关,所以,产品数×每个产品产生缺陷的机会数取为发货清单所列总件数除去电缆米数;对于主管道,现场问题多发生在预制管段(含焊接短管)本体和两端坡口,以及锻件本体和坡口或内螺纹,所以产生问题的机会总数为预制管段数×3+锻件总数×2。如(表5)。






楼主最近还看过
- 怎样确定企业导入六西格玛管...
 [563]
[563] - 小型企业该如何开展精益生产...[622]
- 想创业做步进电机驱动器,请熟...[545]
- 六西格玛培训在江苏F图书馆的...[522]
- 浅析六西格玛在上海某五星级...[530]
- 某化工企业基于六西格玛改善...[530]
- 基于TRIZ的农业灌溉喷水器的...[1966]
- 六西格玛管理在江苏核电行业...[602]
- SPC软件以全新的技术保障食品...[504]
- 六西格玛在销售管理方面的经...[776]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
