枕式包装机从轴跟随主轴同步跟踪问题 点击:7228 | 回复:20






楼主最近还看过

同步控制器,就可以解决,主从速度控制,套色印刷,高速模切等等.
比如,2个轴的控制:
同步控制器

主电机的指令由外部输入,从电机完全由MCT126按设定的模式进行控制。MCT126通过输出-10V~+10V模拟电压到从电机驱动器,并接收主从电机光电编码器脉冲反馈信号,对从电机进行全闭环速度和位置控制,从而实现主从电机的绝对同步。一般编码器相位误差约为±5个脉冲,因此MCT126的同步误差可达±5个编码器脉冲以内。
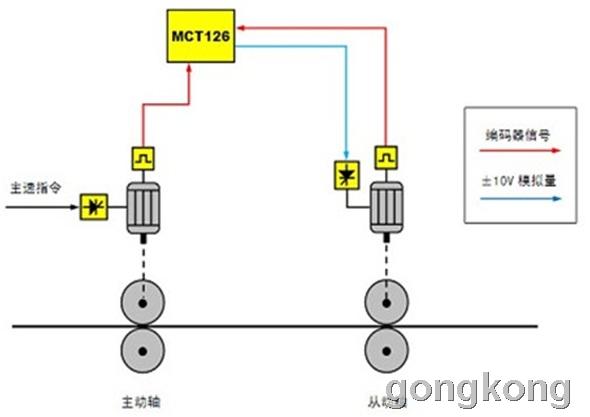
实际应用中,通常主从轴的辊径、减速比并不相等,因此主从电机的速比不一定1。通过调整参数,MCT126可以实现任意速比的同步控制。
在运行过程中,如果没有出现错误,主从电机的同步相位会一直保持。若对MCT126施加外部控制信号(脉冲、电平或模拟电压),可实时调整从电机的同步相位。利用该功能,MCT126能与套准控制器(如MCT205)配合应用于需对相位角度、位置进行实时跟踪纠正的场合,如无轴套色印刷、对标裁切等;亦可与摆辊等张力反馈装置配合实现过程恒张力控制。
如需资料,敬请联络: QQ:329360862 ,redlion126@126.com

这套系统是有非常高的技术的,请不要低估。在三年前,我们已经接触过此机械,是一个广东的做枕式包装机的大厂家带我们看的,当时是在一个很大台资的食品厂偷偷看到的,北京大森长空的3伺服包装机(当时价大概为30万),速度精度非常高的,客户以为和三变频包装机一样容易,我们做这行就知绝非易事,最基本也要三轴带色标套准的电子凸轮,暂时国内没有成功的例子,另外机械全部是精密的减速箱,后来那机械厂看到如此精度的机械(因为目前的变频机机械上很粗的,传动的链条像单车链,可想而知),知难而退,没有回音了,我们的科捷伺服 www.kerelgz.com,省PLC集成了多轴复杂运动控制器,免费编程的,在做这系统上有足够的技术,如果那位厂家有兴趣上马这项目,找我们试试。
是否总线控制,我当时没有留意,但因为是大森长空的,控制系统是日本原厂的(从大森的网址英文,很像是欧姆龙的),应该如楼上所说是走总线系统的,日本买到中国的低档伺服才用脉冲的,因为这系统需要每个运算周期内实时微调各从轴的位置。(频率为8-10K), 这些都需要用到最低层的算法,如果只是基本目前市场上现成的PLC等,根本无法处理,因为需要伺服方面的配合,非常类似于间歇式轮转商标印刷机的控制系统,现在也是日本安川
的天下。 上面的网址打错了,广州科捷伺服 www.kernelgz.com


- 有没有一台PLC可以搞定五轴六...
 [16262]
[16262] - 讨论一下伺服电机抱闸的控制...[12017]
- 机械(钟表)式多圈绝对编码器...[6416]
- electronic cam[5835]
- 是伺服电机过载吗?[7873]
- 光栅尺与驱动器接线[7465]
- 伺服在什么情况下才需要采用...[6820]
- 哪个公司运动控制卡 比较好?...[37507]
- 求助:松下伺服电机的最大加速...[18365]
- 交流伺服电机力矩计算[5496]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
