使用视频孔探仪3D测量技术的注意事项 点击:278 | 回复:0

工业内窥镜在航空发动机领域的检测应用,通常称为孔探检测,如果使用的是电子视频内窥镜,相应地称为视频孔探仪。使用视频孔探仪检出发动机缺陷仅仅是第一步,还需要通过测量正确评估缺陷严重度。本文介绍韦林工业视频内窥镜MViQ搭载的3D测量技术,以及使用的注意事项。
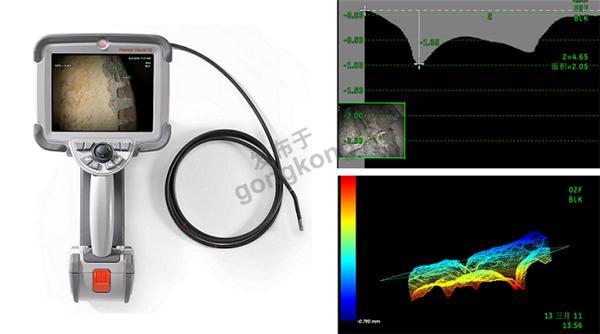
不同于传统的双物镜测量技术,韦林工业视频内窥镜MViQ搭载的3D测量技术是指:相位扫描三维立体测量技术,和双物镜三维立体测量技术。前者利用光栅扫描构建三维轮廓、并且使用一个专用镜头即可完成缺陷的查找和测量,后者则是在传统双物镜测量的基础上,采用了先进的处理算法。这两种先进测量技术的共同之处在于,允许检测人员实时使用3D点云图,从多个角度和视角检查数据质量和位置精度,从而获得更可靠的检查能力,避免代价高昂的错误。
使用孔探仪3D测量技术时,需要遵循正确的操作方法才能获得优化的测量结果。下面给您列举一些使用注意事项:
1. 根据应用选择合适的测量技术和类型。例如:对于裂纹选择长度测量,对于凹坑可以选择深度剖面测量;
2. 确保测量探头和光学镜头保持洁净,并且安装牢固;如果使用双物镜三维立体测量探头,请确保系统正确识别序列号;
3. 在进行测量之前和之后,用厂家提供的 NIST 可追踪检验块来验证系统是否可准确测量;
4. 让探头位置尽量靠近测量区域(低 MTD 值)。 双物镜三维立体测量要求图像焦点对准,但对于单物镜相位扫描测量,当足够靠近使得图像有些焦点不准时,小深度测量 (< 0.010”) 通常是准确的。 过远距离测量是测量不准确的最常见原因;
5. 注意在测量期间系统显示的警告,这些警告可能提示当前测量的相关设置有误或 MTD 不合适,需要做相应的调整;
6. 建议使用 3D 点云图检查测量设置和光标位置,许多问题或误差很难用 2D 图像识别,但在 3D 点云中很明显;
7. 执行小深度或深度剖面测量时,使用 3D 点云图并启用深度图,以验证测量结果是否明显地从 3D 数据噪声中脱颖而出; 如果不是,请从更接近的距离或不同方向捕捉另一个图像,再尝试测量。
以上为您介绍了使用视频孔探仪3D测量技术的注意事项,为了在检测中充分发挥3D测量技术的先进功能,需要熟悉其基本原理,并遵循本文介绍的注意事项,往往会取得满意的测量结果。





楼主最近还看过
- 本安防爆型的便携密度计,您们...
 [2269]
[2269] - 请教两种电流互感器连接电流...[1755]
- 一文弄懂安全栅作用及特点[547]
- 超声波热能表原理和图纸 请教...[2611]
- NAMUR组织和NAMUR标准你了解...[1114]
- 调节给水流量的节流调节方式...[7480]
- 更换称重传感器要注意的4个要...[644]
- 工控仪表擂台第五十一期-精密...[2442]
- 氯气流量测量用楔形流量计好...[464]
- 条形码扫描碰遇到各种麻烦,求...[1642]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
