排摆同步、步进电机、变频器、力矩。。。。。 点击:950 | 回复:6

发表于:2015-12-24 14:37:33
楼主
各位大神好:
小弟只是工控一名新人,虽然13年注册账号,一直没好好研究过这个网站。仅有困难需要大神帮忙:
我公司生产胶管,规格大概在16-35之间,需要末端有个收卷+排摆平整的收卷产品(对产品质量、外观都有好处),现在使用正弦的变频器实行力矩控制,保持收卷端胶管绷直又没有很大的张力,但是排摆问题很难解决。由于规格不固定,机械光轴排摆器又很难调整,靠操作人去调整不能做到统一的效果,所以我想把收卷和排摆通过电气联动同步起来,输入固定的数值就实现规格的切换。我有几个想法,希望大神们研究研究哪个可行:
首先必须将光轴排摆换成往复丝杆的排摆,这样能减少调整的误差。(不知是否可行?)
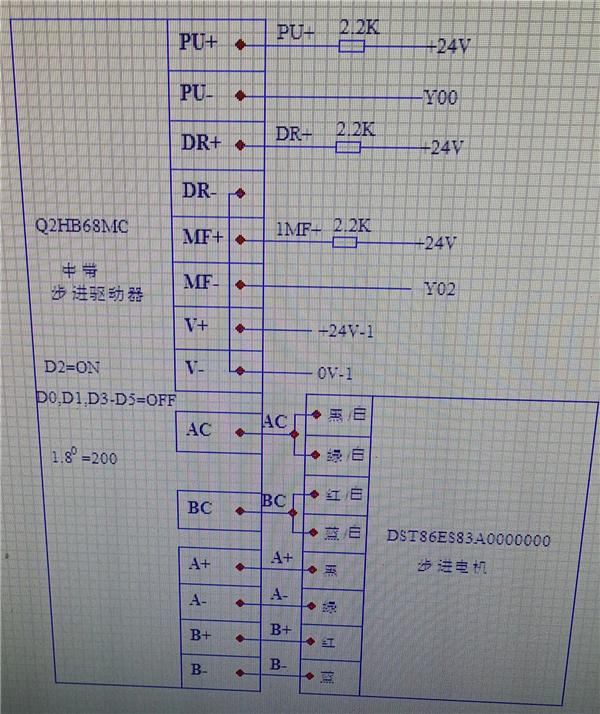
A: 1、在收卷筒处加编码器。
2、编码器输出信号给往复丝杆的步进电机,根据规格不同设定不同步进角实现零误差的排摆。
这套方案理论应该可行,具体选型、操作还不太明白,希望大家帮忙弄点资料和初步方案。
B: 也是利用丝杆往复排摆器,加电机,额外加变频器,计算出排摆转数与收卷转数的比值,根据收卷频率,利用调压板按照比值调整输入给排摆变频器控制排摆电机,实现同步。
这个方案应该存在累计误差,如何采用闭环控制是个问题,我总觉得需要排摆反馈个信号。又不是特别明白,需要大家详细解释下。
如果有新的想法和方案,希望大家多多帮忙!!!谢谢了






热门招聘
相关主题
- 伺服上电就走
 [7774]
[7774] - 伺服电机的抱闸在掉电时延迟...[8588]
- 请教伺服电机的刚性[9223]
- 步进电机干扰问题?[5469]
- 关于伺服电机的工作是最高温...[28831]
- 来,大家一起列清单,国内外伺...[46259]
- 伺服再生负载率 求助[5445]
- 急需 松下交流伺服电机驱...[5598]
- electronic cam[5835]
- 交流伺服速度环频率响应问题[7212]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
