粉碎机轴磨损了用什么修复工艺 点击:99 | 回复:0

发表于:2022-01-26 14:59:34
楼主
一、案例背景介绍
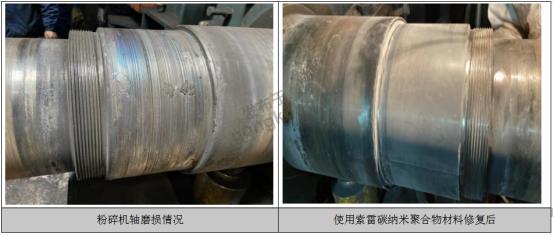
某企业的可逆反击锤式粉碎机传动侧轴承位磨损严重,轴径Ф260mm,轴承型号23152CA C4,磨损量1-2mm,磨损宽度144mm。由于设备交替使用并且生产比较紧张,外出维修时间长、拆卸困难生产任务紧只能在线修复粉碎机轴磨损故障。
![]()
二、粉碎机轴磨损解决方案
1、拆卸后补焊、热喷涂及电刷镀
补焊工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且需要花费较大的人力和时间对设备进行拆卸、运输和安装,修复时间较长,综合修复成本高;电刷镀的方式只适合磨损量很小的情况,在应用方面局限性较大。
2、借助索雷碳纳米聚合物材料在线修复
原理是利用材料形成的作用力使其与修复部件形成优异的附着力,材料具有优异的物理性能可满足设备在运行中承受的各种复合力的要求。
通过现场快速施工即可对粉碎机轴磨损实现在线修复,有效避免因设备的长期停机、停产而带来的效益损失,也避免了运输成本、吊装等综合费用。该方法不存在热应力等问题,可以有效避免轴的二次磨损,提高设备使用寿命。
三、粉碎机轴磨损修复步骤:
(1)首先拆除轴上部件,露出待修复部位,并清除油污;
(2)用氧气乙炔对待修部位除油处理,至油迹碳化无火花飞溅;
(3)用电动钢丝刷清除轴修复位灰尘和锈迹,用磨光机对修复表面打磨处理,达到粗糙、无松动物、见金属原色;
(4)根据磨损量计算调和碳纳米聚合物材料;
(5)在修复部位涂覆碳纳米聚合物材料均匀无气孔;
(6)工装内圈需涂覆脱模剂;
(7)迅速将工装安装到位;
(8)对轴头部位进行加热促进材料固化;
(9)材料固化后拆卸工装测量尺寸无误后,将多余材料打磨去除;
(10)均匀加热轴承内圈并迅速回装一次到位。
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- GXwork3安装失败
 [2156]
[2156] - s7-200smart与电脑连接[2884]
- 变频器显示1.4Hz怎么回事[2206]
- ABB变频器ACS880报5681故障如...[5019]
- 威纶通触摸屏如何读取PLC的报...[1658]
- 西门子变频器MM440端子控制不...[6949]
- 求助安川变频器开机显示SC,急...[1409]
- 家里漏保开关老是跳闸[2674]
- 安川伺服出现闪烁no_op求大神...[4171]
- 单键启动延时停止[1266]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
