有没有可靠的烘缸轴修复方法? 点击:51 | 回复:0

烘缸是用铸铁制成的两端有盖的空心圆筒,由缸体及其两端的缸盖组成,在运转过程中,内通蒸汽将输送的纸张烘干烫光。由于在运行过程中承受较高的温度和压力,烘缸轴容易出现磨损现象,导致设备无法运转。我们常用的烘缸轴修复方法有补焊机加工和加工非标套:补焊机加工不仅容易造成轴热应力,且对于大型烘缸拆卸、运输、维修、安装费用高,周期长,给企业生产造成巨大的停机停产损失;加工非标套的费用比较低,但是非标套与轴径的结合方面容易出现问题,甚至是点接触配合,无法保证有效的面配合,因此使用寿命非常短,可能对烘缸轴本身造成更严重的磨损。
随着科技的不断发展进步,一些新材料新方法的出现在很大程度上弥补了烘缸轴修复方法的一些缺陷, 这里主要为大家介绍的是索雷碳纳米聚合物材料修复技术。该技术可以完全在现场修复,不用对修复表面做二次加工处理,且整个修复过程不会对轴本身材质及结构造成影响,安全可靠;并且该技术不是一种应急处理技术,材料良好的性能及针对性的修复工艺可以做到修复表面与轴承内达到原始的配合面,同时恢复轴原始设计的过盈尺寸,因此可以保证更好的受力,在轴承润滑保养得当、轴承不出现烧蚀的情况下,其使用寿命可达到甚至超过新部件的使用寿命。
Ø 烘缸轴修复的实际案例欣赏:
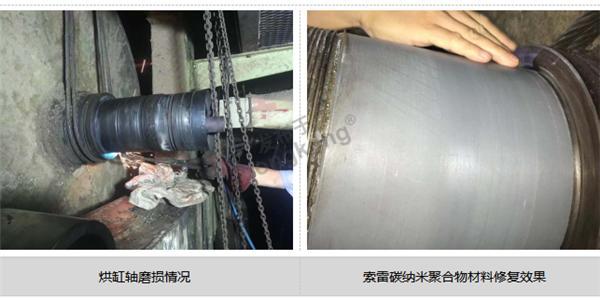
某企业烘缸轴出现磨损问题,轴承型号:23148CAK/W33,轴径: 220mm,磨损宽度:130mm,磨损深度:单边1mm,退卸套配合。针对于该烘缸轴磨损情况,我们是采用索雷工装工艺进行修复的,其修复原理是利用前轴肩或者后轴肩作为修复定位面,保证修复同心,同时工装内孔是在车床上进行精加工,满足修复后圆度及基本尺寸。修复步骤如下:
(1) 用氧气乙炔对烘缸轴修复部位进行表面烤油处理;
(2) 对烘缸轴修复部位进行表面打磨处理;
(3) 空试工装;
(4) 用无水乙醇对待修复部位进行表面清洗,保证表面干洁;
(5) 在工装内表面刷涂SD7000脱模剂;
(6) 调和索雷碳纳米聚合物材料,将材料涂抹至待修复部位;
(7) 安装工装,材料固化;
(8) 拆卸工装,清除多余材料,修复完毕。





楼主最近还看过
- 欧姆龙CP1H和威伦TK6071连接...
 [1676]
[1676] - 台安N2 3.7kW变频器电源 驱动...[2480]
- 求助!!!为什么PLC控制的步进...[6879]
- 西门子变频器故障cubusy求助[3604]
- 新人学习PLC该看哪些书[7741]
- 万用表蜂鸣档测通断,断断续续...[16356]
- 步科MD224LPC与文本通讯不上...[1463]
- 涂布线放卷张力控制分析[1987]
- 双速电机阻值不平衡,运行电流...[1555]
- 三菱伺服模块mds-c1-v2-1010...[2583]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
