A工厂利用六西格玛方法提高数字湿度计的精确性 点击:137 | 回复:0

有一间OEM工厂,为某国际知名的公司生产数字湿度计,该数字湿度计在美国最大的超市沃尔玛出售,2013年,根据超市的反馈,该产品的退回率超过了10%,远远高于该超市的正常退货水平4%。
鉴于这样的情况,该工厂采用六西格玛DMAIC方法提高顾客满意度、减少退货率。具体操作如下:
D
1.成立小组:
小线成员由该OEM厂的质量部经理、售后服务人员、生产线主管、生产线QC组成,组长是JUDYZHOU,MBB由公司领导担任。
2.识别项目的关键质量特性CTQ
同事从美国带回来4只客户退回的样品,对样品进行分析后得出结论:

注:RH是Related Humidity相对湿度的缩写。
从以上样品分析可以看出我们面临的问题是:
1) 顾客对湿度计的精确性有抱怨
2) 带回来的样品用现有的工艺余量判断仍是超标,但这部分产品如何到了顾客处,值得研究,从上面可以看出,湿度计的变异过大是我们面临的问题。
3) 工艺控制不良(点硅胶工艺)造成湿度计失效。
3.开发团队宪章(Develop Team Charter):
按照公司一贯的六西格玛质量要求,团队成员承诺在半年的时间里对数字湿度计的精确性进行改进,将RH25%时的Cpk(工序能力指数)由现有的水平提高到1.5。
M
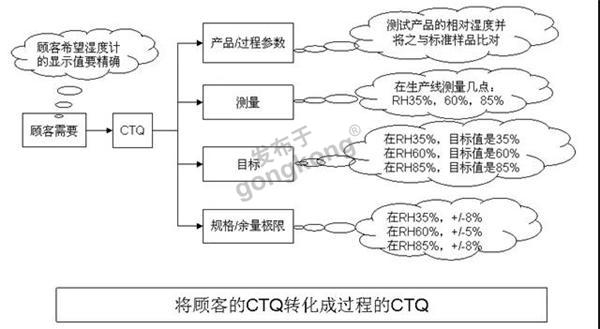
1.选择关键质量特性
将顾客的CTQ转化为过程的CTQ,很显然湿度计的精确性是顾客的CTQ。
2.测量系统分析:
对湿度测试系统进行测试量系统分析,抽五个样品,三个测量者,每个测量人员对五个样品各测3次,用Minitab做测量系统分析,结果如下:
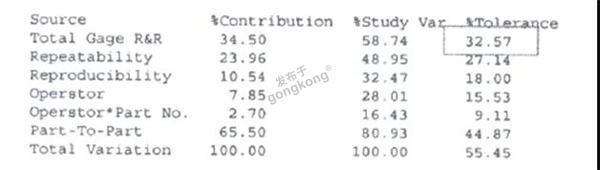
从以上的分析结果可知,该测量系统的Gage R&R(量具的可重复性与可再现性)为32.57%,超出了可接受的最大数值30%(有些公司用20%做为最大允许值,如GE),经过现场观察与分析,发现测量系统的问题是以下原因造成的:
1) 产品测试的重复性差,是因为湿度传感器在湿度箱中存放的时间没有规范化,一般湿度传感器在环境中要存放1小时以后才能稳定,时间太短,其感应值不够灵敏。这是造成重复性差的原因。
2) 人员之间存在比较大的误差,员工操作不规范,动作没有标准化,这是造成再现性差的原因。
3) 针对以上问题,对测量系统进行修正,结果显示,Gage R&R等于14%,可以达到测试要求。
3.找出现有产品的基准线:
在生产线上,室温中保持60%的相对湿度是现实可行的,在RH60%时对产品进行100%测试,是易于操作与检测的,而RH25%的相对湿度在室温中很难模拟,在大批量生产时做100%检验也是不现实的。
这也是为什么退回的产品在RH60%时都在规格以内,而在RH25%却会出问题,所以在这个项目中我们关注在RH25%时的工序能力指数。
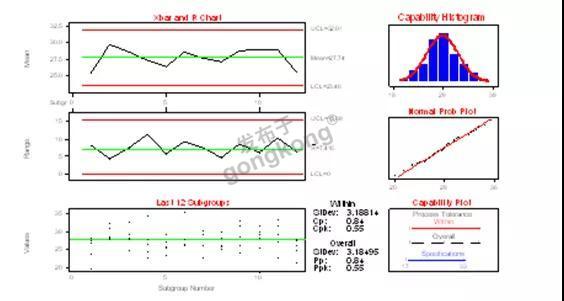
对现场产品进行随机抽样,每5个为一组,共抽得12组数据,用Minitab进行分析,结果如下,现有产品的工序能力指数为0.55,经过分析拟将项目Cpk定在1.5以上。
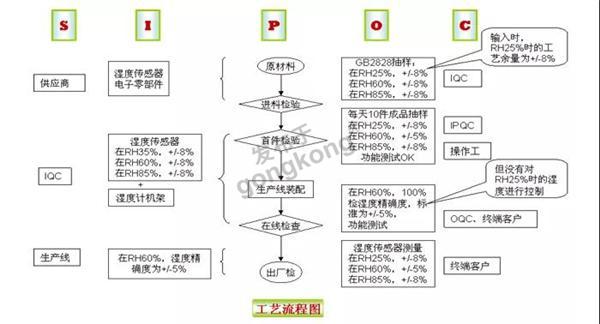
4.调查现有的SIPOC和工艺流程图(Process map),见下图:
现有的生产线在原材料检验时在三个湿度测试值的工艺余量都是+/-8%,在RH60%时已经超过了出厂标准+/-5%。
而在RH25%时,虽然入厂标准同出厂标准一样,但是一点安全系数也没有,从整个过程来看,只在原材料、IPQC做抽检,没有其它控制手段,很显然这个参数没有很好的控制,这是造成不良品漏到客户处的原因之一。
A
1.产品的工作原理是:
湿度传感器在不同的湿度情况下,其电阻值会发生变化,针对这种特性,可以将电阻值通过IC转化成为湿度数值。
从原理上分析,湿度计不精确首先同湿度传感器有关,但是线路板的附加电阻大可能也会造成总的阻值偏移,为了确定线路板是否主因,用DOE进行要因分析,挑选两个在生产线上湿度有线路板与湿度传感器,按下表进行全因素试验,重复次数为2,试验结果如下:
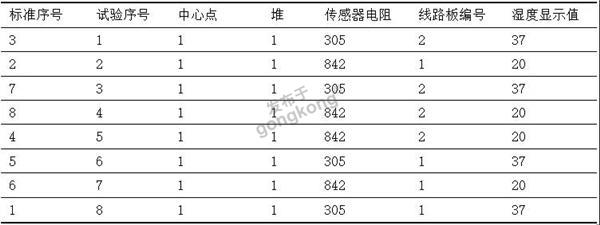
从上图可知,湿度传感器是影响湿度计变异性的主因。而线路板的影响可以忽略。
2.确认要因:
湿度传感器的变异值太大,工序能力指数仅为0.55。
IQC控制过程中,在RH25%时湿度的工艺余量为+/-8%太大,而在生产线上又缺乏有效的控制,所以造成漏检。
生产线审核过程中发现生产工艺的控制有问题,点硅胶的注胶孔太大,胶量不容易控制,容易造成湿度计感应孔被堵住。
I
针对问题,提出相应的改进措施:
1.将IQC检验处的检验规范进行修改,收严标准,通过减少变异来提高Cpk,另外从控制湿度到控制湿度传感器的电阻值。
即在Y=F(x)中从控制Y到控制自变量X,改进后的SIPOC见下图:

2.对湿度传感器,要求供应商对供货分上下偏差进行供货,这样生产线可以根据来料情况,通过改进线路板所用的集成电路以及所配电阻值进行补偿,这样使得产品的变异要降低一半,而原材料的价钱没有增加。
3.加强工艺控制,更换硅胶枪采用出胶口小的枪,同时在其后工序的作业指导书中增加检验工位,保证工序过程中不要产生变异。
C
1.确认改进措施的有效性:
对测量电阻的测量系统评定,计算所的Gage R&R为5%,测量系统可以接受
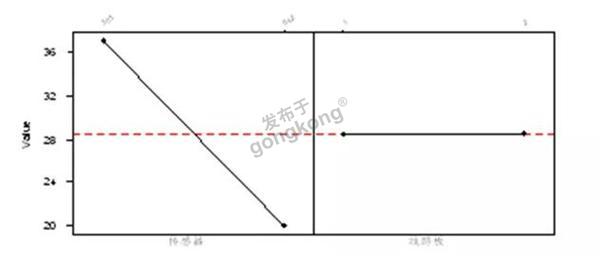
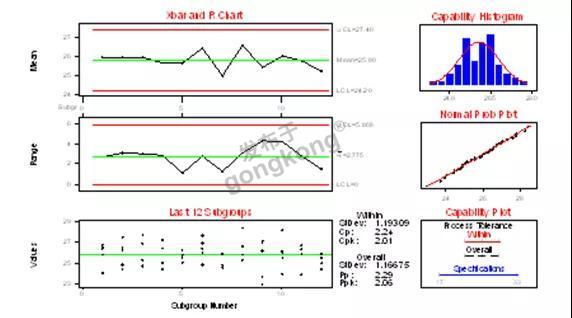
对生产线抽样的结果进行工序能力指数计算:从下图中可以看出改进后的工序能力指数达到了2左右,与改进前比工序能力有了很大的提高。
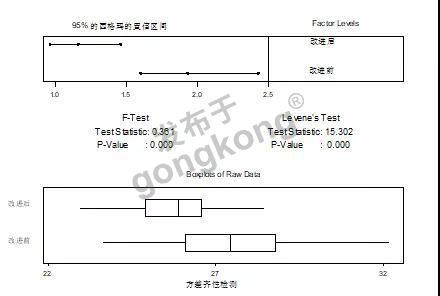
而本项目的主要目的是控制湿度计的差异,对改进前后的数据用Minitab中的方差齐性检验来比较改进前后产品的变异的大小。
原假设H0:改进前后的方差是相等的
备择假设Ha:改进前后的方差是不相等的
从图7可以看出 F-Test的P-value=0.000<0.05,
在95%的置信度下,H0不成立,接受Ha,即认为改进前后方差是不相等的。明显的改进后的方差比改进前减少了。
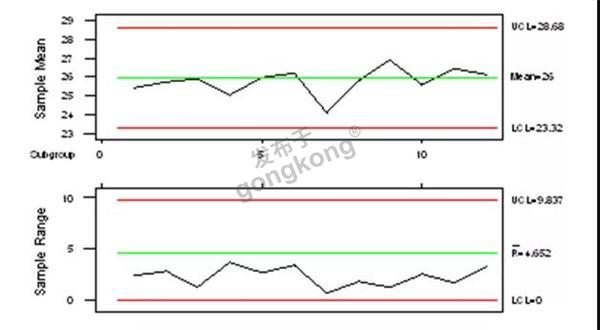
控制图:因生产线上对于RH25%时湿度有进行抽检,利用抽检的数据用控制图对产品进行工序控制,从而建立监控机制,从下图可以看出产品处于很好的受控状态。
2.改进措施的标准化:
为了巩固改进的成果,有必要对改进措施进行标准化。
1) 修改工艺文件,将原材料检验中对湿度传感器的检验直接用电阻值来检测;
2) 与供应商重新签订技术合同,将原有的收货标准收窄,同时要求将产品分成上下偏差供货;
3) 采用新的集成电路;
4) 修改作业指导书,规范生产线的点硅胶工艺以及增加质量检验工位,在原有的工位上增加检验;
5) 对生产线用控制图进行控制。
3.改进后的收益:
以年产20万只计算,原有的生产质量水平下将会带来的不良品:
0.55x3=1.65 查正态分布表
缺陷为:0.049471x200000=9894(只)
以每只$8元计算,共节约9894x8=$79153
对该OEM供应商而言,如果不改进,该公司可能会丧失我公司的采购订单,这是该OEM供应商的最大的收益,同时由于加强了来料的控制,生产线的不良品率下降了,减少了返工成本。
通过本项目每年可为我公司节约79153元美金,因原产品为买断形式,退货就是我公司的损失,同时由于减少了退货率,大大地提升了公司形象。





楼主最近还看过
- 东莞某农化厂精益生产案例分...
 [451]
[451] - 应用TRIZ理论解决实验室废钠...[495]
- 南京地铁推行精益六西格玛管...[937]
- 苏州造纸行业如何成功推动六...[603]
- 六西格玛管理咨询在公路桥梁...[986]
- 重要客户流失该如何挽回?[738]
- 六西格玛的质量观是什么?[571]
- 工程机械企业推行精益生产管...[1166]
- 六西格玛设计的十二时辰[1255]
- 《从门道到王道》——告诉你如何...[18544]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
