这种皮带机轴维修技术你了解过吗 点击:47 | 回复:0

发表于:2021-09-15 15:29:49
楼主
皮带机运用输送带的连续或间歇运动来输送各种轻重不同的物品,既可输送各种散料,也可输送单件重量不大的件货,用途广泛。某企业皮带机轴磨损严重,轴承型号:22244CC/W33,内径:220m,宽度:108mm,转速:37r/min,磨损5mm。由于停机时间有限,企业迫切想找寻一种快速皮带机轴维修技术。

皮带机轴维修工艺分析:
1.更换新部件
该皮带机轴承位主轴磨损问题,如果拆卸后换新部件的话大概需要十天时间,但现在仓库没有新轴备件,厂家发过来还需要五天时间,如果换主轴需要停机十五天,所造成的损失对企业来说太大。
2.传统补焊
因为传统的补焊工艺会对轴造成造成热应力集中,轴表面出现微小裂纹,轴承位的材料出现组织变化,退火等等不良因素,使轴本身发生弯曲变形,失去原有的韧性强度。
3.电刷镀工艺、冷焊工艺及热喷涂
此次的皮带机主轴磨损5mm,无法满足该轴磨损的修复厚度。
针对于该问题,我们是利用索雷碳纳米聚合物材料进行皮带机轴维修的,其维修原理是利用前轴肩或者后轴肩作为修复定位面,保证修复同心,其维修过程也简单易操作,不需要进行大量的拆卸,仅对修复部位拆卸即可,减少或避免了拆卸,大幅缩短企业停机停产时间。
皮带机轴维修操作过程:
1.根据提供的尺寸加工工装;
2.表面处理,氧气乙炔烤油;
3.表面打磨,打磨粗糙,提高材料粘接性;
4.无水乙醇清洗修复位置,然后擦拭工装内表面,涂抹SD7000脱模剂晾干;
5.按照比例调和SD7101H材料,均匀涂抹在修复面;
6.安装工装,氧气乙炔加热,等待固化;
7.拆下工装,测量尺寸;
8.去除多余材料,修磨尺寸。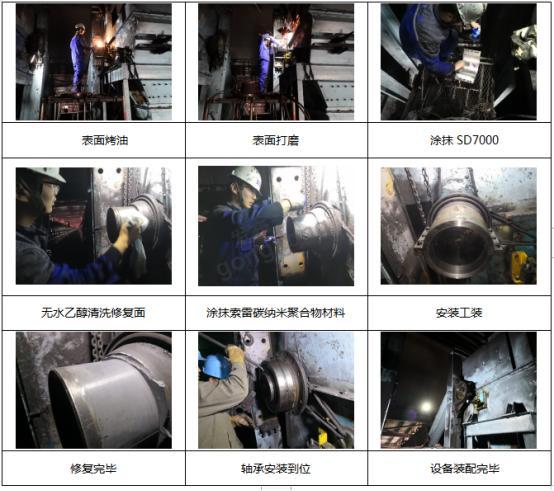





楼主最近还看过
热门招聘
相关主题
- 电气设备是否允许带电吹灰
 [3897]
[3897] - 怎么更改PLC的输出点啊[4637]
- 动静态绝缘,带电清洗安全有保...[1696]
- 三基变频器上电显示CF3[1301]
- 数字电流电压表的使用注意事...[1718]
- 关于ACS800单传动的故障求教[2022]
- YAMAHAN机械手无法回归原点怎...[3217]
- 有关接近开关的问题[1154]
- 为什么变频器启动发电机电压...[2171]
- 求win10版本的三菱plc编程软...[10741]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
