广州某公司采用精益六西格玛降低焊缝单位缺陷数 点击:203 | 回复:0

发表于:2021-08-24 11:03:10
楼主
出于对顾客、工厂双方利益和成本的考虑,决定采用精益六西格玛的思想和方法对降低焊缝的单位缺陷数进行研究,同时请天行健管理公司进行精益六西格玛指导项目的开展。

本项目关注的是如何降低椭球底焊缝的单位缺陷数,为确保项目顺利开展,以及验证收集的样本数据量是否充足,采用MiniTab中的U控制图进行了过程稳定性分析,采用MiniTab 中的泊松分布进行了过程能力分析。结果表明:整个产品焊接过程稳定,但过程能力较低,很有必要进行改善。通过MiniTab对其过程的历史数据进行分析,确定了过程能力稳定受控,并获得了其历史过程能力,进一步证明改善的必要性。

①为了能保证改善效果,对各关键因子的改善方案采取了控制措施。将修改后的《定员定岗表》分发到相关部门,由现场检验、工艺人员监督,军代室和质量部门抽查。对焊接人员建立个人质量档案及评价体系,并以看板的形式公布。
②叉型环与瓜瓣环缝、顶盖与法兰环缝、瓜瓣与法兰环缝焊接时使用进口钨极,并由使用单位提供相关数据,每年度对供方评价一次,将结果纳入《合格供方目录》。
③将对焊接区打磨、工装夹具的清理纳入工序控制,并经确认。
④将湿度控制纳入工艺文件(夏季湿度小于65%)。
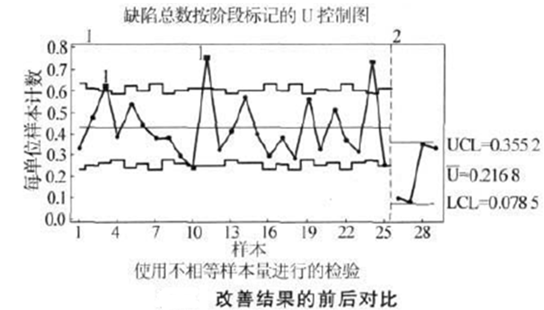
通过本项目的实施,从下图可以明显看出,改善前的平均缺陷比率为0.43个/张,改善后的平均缺陷比率为0.21个/张。缺陷的减少使得椭球底的返修费用(能耗、物耗、人工成本)大大降低,当前收益2万余元,预期一年内收益将超过25万元。
改善结果前后对比:
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- 5S管理在公司设备管理中重要...
 [520]
[520] - 廊坊S公司精益生产管理解决方...[507]
- 浅谈精益生产解决农化企业管...[533]
- 变频器销售有什么技巧?[4482]
- T航空导入六西格玛培训提升服...[491]
- 项目风险管理中TRIZ创新理论...[1027]
- 六西格玛帮你实现工作目标[748]
- 工业品销售新人如何突围?[1069]
- 没落实作业标准化的5S管理,能...[588]
- 物流公司实施5S管理的重点是...[668]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
