六西格玛分析工具在型砂抗压检测中的应用 点击:248 | 回复:0

一、理论基础
在铸造中,通常注重的应该是砂子的抗压强度,因为型砂在铸件浇注和凝固过程中主要会受到压力,在图1a中铸型受到压力。在图1b中砂芯受到弯曲力,图1c的情况芯子受到的依然是压力。

1.在浇注过程中的受力
悬空在铁液中的砂芯会受到铁液的浮力,其大小与金属材料有关,也与砂芯的重量成正比关系,见公式(1)。悬空在铁液中的砂芯要通过芯头定位才不至于在浮力下运动,在这个过程中作用在砂芯上的浮力就转化为芯头受到的压力,而且这个压力不能超过砂芯所承受的最大压力。如果这个压力太大的话,可通过增大芯头面积或使用芯撑来解决。
F芯=fxW
(公式1)
式中:F芯为砂芯受铁液的浮力;f为与材料类别有关的系数;W为砂芯重量,kg。
浇注过程中铸型受到的压力来自于静压力和浇注过程中的冲击力,静压力可以进行准确的计算,但是浇注过程中的冲击力很难计算,一般情况下铸型压力计算是静压力再加上50%的静压力,见公式(2),受到的压力过程见图2。

F=(1.5×A×H×d)/1 000
(公式2)
式中:F为铸型受到的压力;A为面积,cm2;H为静压 高度,cm;d为金属液密度,g/cm3。
2.在凝固过程中的受力
铸铁在凝固阶段析出石墨的过程即是膨胀过程,石墨化膨胀对铸型产生较大的压力,尤其是球墨铸铁对铸型刚度、强度要求非常高。图3是铸铁石墨化膨胀对铸型产生的压力情况。

从前面的理论分析得出:铸型(芯)无论在浇注过程中,还是在金属凝固过程中,所承受的力均以压力为主,所以铸型(芯)抵抗压力的能力是铸造中关注的重点。
二、试验的开展
抗压强度是在单向受压力作用破坏时,单向面积上所承受的极限强度载荷。为使受力更加稳定,抗压试块以等径高最为理想。目前国内树脂砂的型砂检测大多采用“抗拉检测”,粘土砂采用“抗压检测”,检测粘土砂抗压强度的标准试块尺寸是p50mmx50mm。粘土砂的抗压强度在1MPa以内。在开展试验之前笔者用现场生产用树脂砂制好标准尺寸(p50mm×50mm)的抗压试块发给型砂检测仪生产厂家进行试验,目前市场上的型砂仪都压不碎p50mmx50mm的树脂砂抗压试块,经过与厂家多次核算并试验,最终确定的适合本企业呋喃树脂砂的型砂抗压检测试块为p40mm×40mm,并专门制作SAZ标准制样机使用的p40mm×40 mm模具。
试验制样用三锤紧实的方法制成标准砂样,然后将制好的砂样装夹于XQY-Ⅱ智能型砂试验机检测系统的夹头间,加压直至试样破裂时显示的数据即为抗压强度。
试验在同一台混砂机上同时取抗拉试样和抗压试样,共测得80组数据。

三、试验数据分析
利用六西格玛工具分别对抗拉与抗压数据进行正态分布分析,二者的P值均大于0.05,见图4、5,试验所得的数据均为正态分布,所以根据这两组数据进行的其他分析有效。
对两组数据利用6o工具进行回归分析,得出的回归方程及其他参数为:抗压平均y=-0.233+4.33抗拉平均x,

分析认为,线性方程得出的线性回归方程有效,可利用此方程进行抗压标准计算。
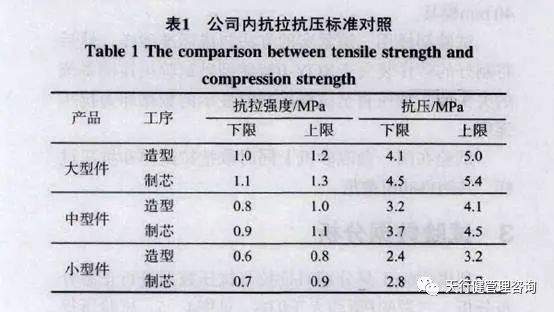
四、抗压标准的确定
根据公司内部已有的抗拉标准,依据上述线性方程得出对应的抗压标准见表1。
五、抗压检测替代抗拉检测
在制定好抗压标准后,对公司的16台混砂机进行双标准运行,并对一台混砂机的53组数据分析,结果见图6、7。

利用六西格玛工具对数据分析可以看出,现场型砂检测的抗压数据比起抗拉数据更集中于标准范围内,由此可见抗压标准是可行的,抗压检测可以替代抗拉检测。






楼主最近还看过
- 精益生产管理价值流图的绘制...
 [613]
[613] - 湖南工厂设施布局问题精益改...[1107]
- TPM六步曲,设备管理没问题!...[925]
- 六西格玛管理能给公司带来哪...[1206]
- SPC在手动变速器装配过程中的...[463]
- 60岁做企业,1座破庙、3亩厂房...[1903]
- 纺织行业实施精益生产六步法...[1021]
- 六西格玛定价法的五个步骤[853]
- 中级职称有用吗?有人评过吗?...[2562]
- 某工厂冲压区精益管理标准工...[469]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
