A锻造公司基于六西格玛提高2500T曲轴生产线设备利用率 点击:411 | 回复:0

A锻造公司的领导经重新审视整个生产过程,在认定了2500T生产线的先进性的前提下,邀请天行健咨询公司组成六西格玛专项小组,采用六西格玛的分析方法,找出问题原因并解决,以尽快提高曲轴产量。
一、项目定义(D)

上述两个曲线的走势表明,曲轴的产量与设备利用率紧密相关;换而言之,要想增加支柱产品曲轴的产量,提高公司收益,利用六西格玛的管理方法解决设备利用率低下问题非常必要。
1、建立项目小组
2、项目特性定义
关键质量特性CTQ:设备利用率
测量方法:设备利用率=(设备正常工作时间/每月计划总工时)×100%
当前利用率值:42.3%
项目结束目标值:70%
3、项目基线
定义阶段:2012.12
测量阶段:2013.1-2013.2
分析阶段:2013.2
改进阶段:2013.3
控制阶段:2013.4-2013.5
二、项目度量(M)
1、流程图

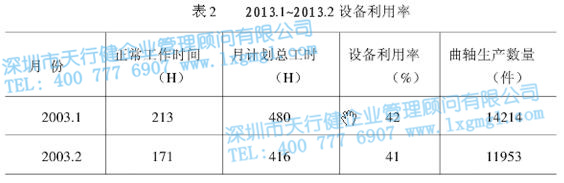
2、项目现状及评定
通过对2013.1-2013.2两个月的数据统计分析,分别得到这两个月的设备利用率(表2)及导致利用率降低的主要原因(Pareto图):

从帕累托图看出,整个2500T曲轴生产线设备利用率低的主要原因为:
①2500T缺易损件备件;
②2500T待修时间长;
③2500T液压系统漏油;
④中频炉冷却循环水管堵塞。
以上4部分共占去影响本项目CTQ的原因的76%,是导致目前设备利用率低的主要因素,也是项目关注的主要问题。
三、项目分析(A)
分析阶段的主要工作是将度量阶段统计出的4个影响项目CTQ主因进行细化分析,根据车间现有的管理与技术力量,寻求可能的方法进行改进。
1、因果矩阵分析

经因果矩阵分析后,可得:
①中频炉的冷却水质量。
②2500T的液压系统设计、易损件储备、操作者、设备维护检修5个因素是主要的影响因素。
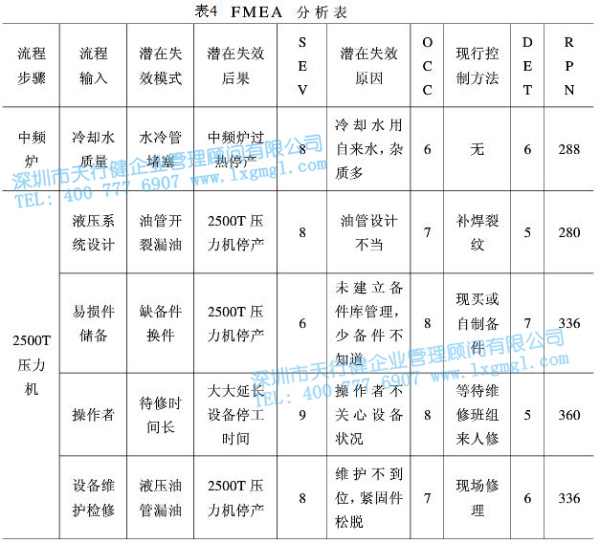
2、FMEA分析
对因果矩阵分析出的5个主要因素,进行FMEA(失效模式)分析:
3、现状控制措施的分析
根据FMEA,将依次上述急需解决的五个问题按RPN值大小排列如下,并简单分析基本情况内容,以及现在采取的控制措施,并提出改进建议:
①2500T压力机的操作者
分析:2500T生产线建立前,公司所有设备都由维修班组来维修,操作者无需关心设备好坏。这就导致操作者使用设备时不注意,造成故障频频;设备坏了坐等修理人员来,大大延长了设备待修时间。同时由于2500T压力机是靠液压驱动的新设备,维修班组也没维修经验,缺乏技术能力的支持,故障发生后原因确定时间长,延长了待修时间,降低了设备利用率。
建议改进措施:
a.改变现有设备管理制度,设备由自己用、别人修改为自己用、自己修,根除等靠思想。
b.增加工艺人员管理设备,给设备修理者必要的技术支持
②2500T压力机的易损件储备
分析:密封圈等易损件损坏后,经常发现备件箱里已没有所需型号的密封圈或易损件,只好出厂去买甚至联系外省的生产单位邮购,有些机械部件还需自制,延长了设备待修时间,降低了设备利用率。
建议改进措施:建立易损件备件库及相关管理制度,并由专人负责。
③2500T压力机的设备维护检修
分析:复杂的液压传动设备,管路漏油现象不可避免,但锻造公司的2500T压力机漏油的频率过高,每次只能现漏现修,严重影响了设备正常运行;根据统计,目前漏油主要产生于油管接口处,其原因有以下3种:
a.固定油管的支架是槽钢焊接而成,焊缝处脱焊,支架松动导致油管晃动,管接头随之松动漏油。
b.支架上的管卡子震碎,油管也会晃动。
c.管卡子通过螺栓固定在支架上,螺栓松脱后油管晃动。
上述漏油的隐患,通过定期设备维护检修都能发现并及时处理,有效降低漏油频率,并且完善的维护检修制度还能排除许多其它故障隐患。
建议改进措施:完善2500T压力机的维护检修管理制度,并增强应有的监督管理机制。
④中频炉的冷却水质量
分析:中频炉体内的加热感应圈及料轨均通过冷水来冷却,而在设备原始设计中,水源上选用的是未经磁化的自来水,自来水含杂质多,易产生沉淀物堵塞水管。现有措施只能采用疏通的办法,但不久又容易堵塞。
建议改进措施:冷却水改用磁化水。
⑤2500T压力机的液压系统设计
分析:回程缸的循环冷却管设计不当:整体由4根长短不一的Φ28钢管构成,从泵站到压力机的所有拐弯处均未采用单独的弯头连接,而是直接将钢管折弯;由于管径太细,折弯处在应力集中和高油压(13Mpa)双重作用下经常开裂漏油;另外在修理时发现由于地沟里的管路安装过于密集,拆卸工作十分困难,延长了维修时间,降低设备利用率。
建议改进措施:针对此循环冷却管,采用弯头连接,并重新安排管路安装位置,以便于维修。
四、项目改进(I)
根据分析阶段提供的建议改进措施,车间分别实施了如下措施(见下表):
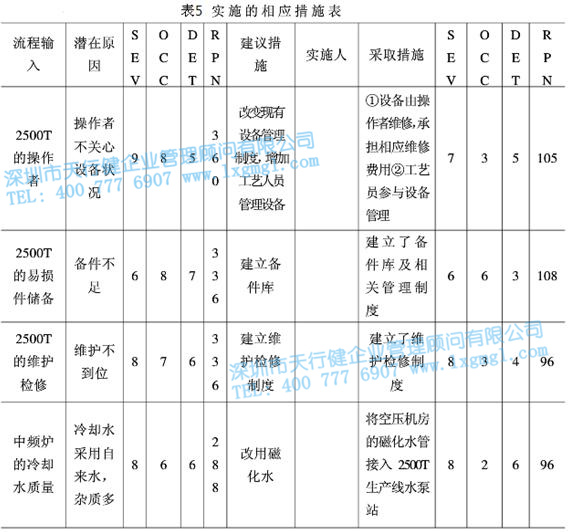
从上述FMEA分析结果看,这5个关键输入的RPN值经过改进后均减小,改进措施取得了较好成效。
列出改进阶段的设备利用率(表6)及影响项目CTQ因素的Pareto图:
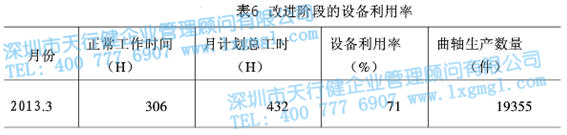
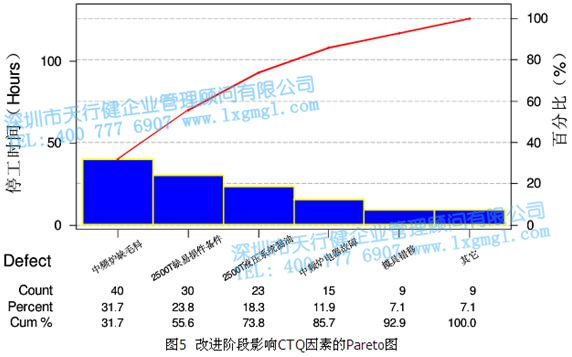
由Pareto图可见,2500T待修时间及中频炉水冷循环管堵塞问题已有效解决;漏油问题也由于管道重新设计及建立维护检修制度后,停工时间有较大幅度降低;2500T缺易损件也因备件库的建立有了一定的改善,由此导致的停工时间也较度量阶段有较大程度的降低。
五、项目控制(C)
在控制阶段,对改进措施进一步加强监督检查,以保证项目的可控度:
1、将设备由操作者自己修理的管理方法以制度的方式确立,并将操作者的切身利益与之挂钩,制定了相关规定;
2、2500T备件库管理员定期检查库存,督促所缺备件的采购、自制进度,及时添加新增备件;
3、将维护检修工作落实到专人,定期报告维护检修结果,制定奖罚制度。


由Pareto图可见,在项目测量阶段所寻求出的希望改进的流程输入经过分析与改进采取措施后,已基本控制了这些主要因素:2500T压力机缺易损件备件、2500T液压系统漏油、2500T待修时间长、中频炉冷却循环水管堵塞。





楼主最近还看过
- 来自蓝海的消息
 [1460]
[1460] - 中国机械制造业结合精益生产...[970]
- 上海新能源行业应用精益生产...[778]
- 求助,PLC485通讯口测试[583]
- 深圳某公司运用TRIZ解决冲孔...[506]
- 汽车公司成功推行5S管理的九...[626]
- 公司怎么把会开好?看万达集团...[1093]
- 基于精益生产模式下的城轨车...[558]
- 没落实作业标准化的5S管理,能...[588]
- 客户说:我过两天再来......你...[919]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
