X衡器制造公司六西格玛管理方法应用案例 点击:176 | 回复:0

X衡器制造公司六西格玛管理方法应用案例:
称重传感器是一种将重量转换成电信号的敏感元件,主要由弹性体,应变片,PCB板及电缆线组成。传感器的精度直接决定了称重系统的精度。GD传感器(一种摇柱式称重传感器)是新产品,主要用于汽车衡,轨道衡等产品。
测量阶段
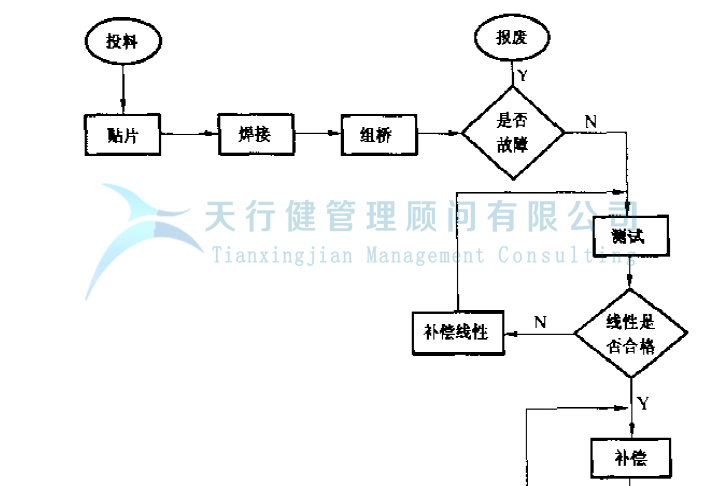
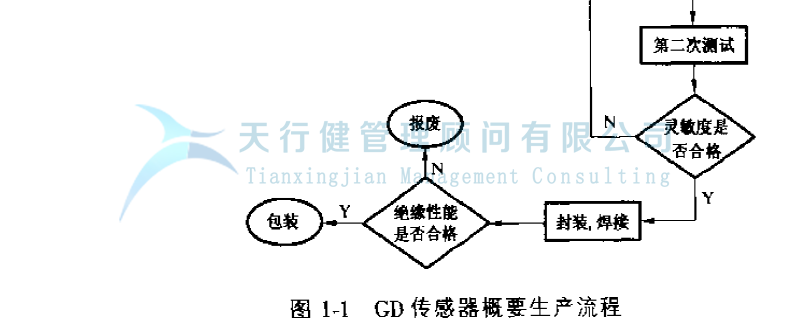
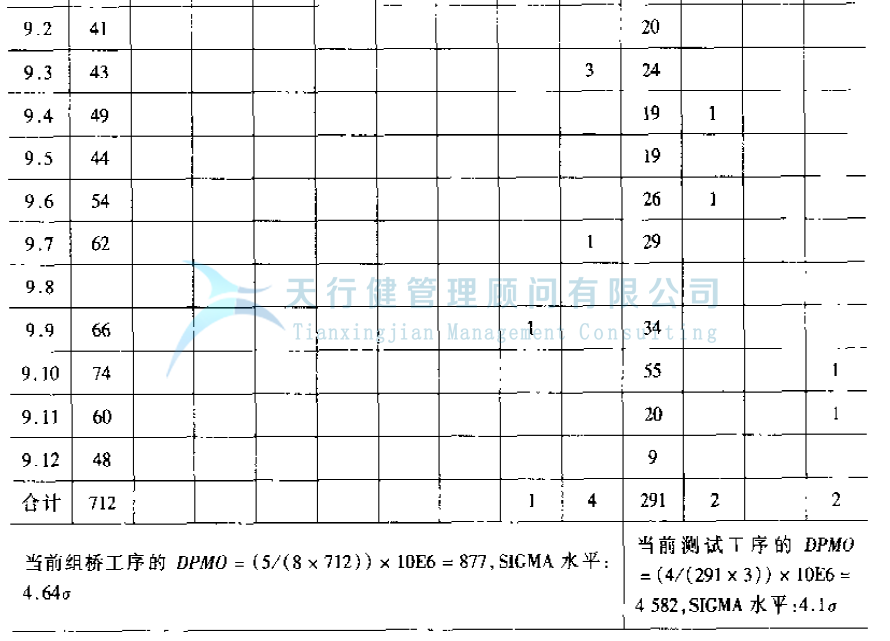
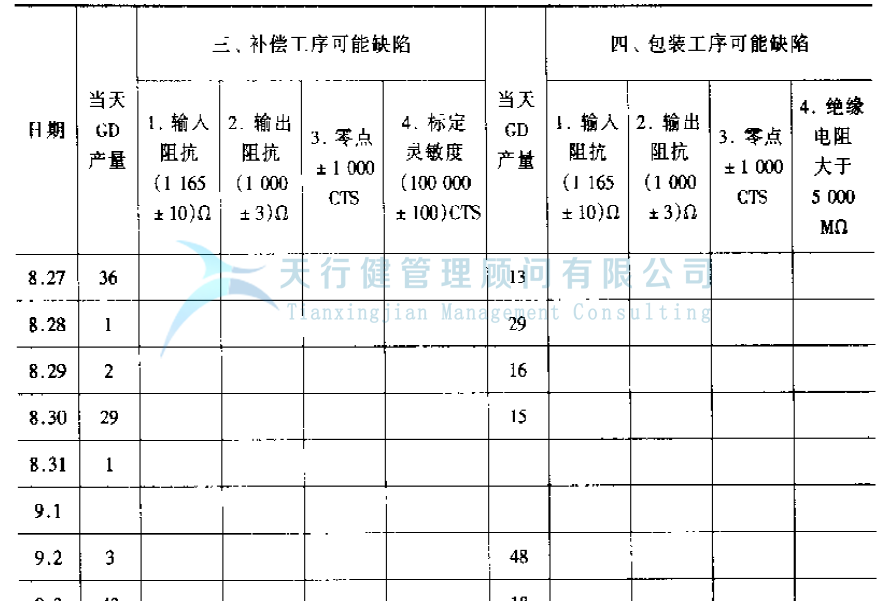
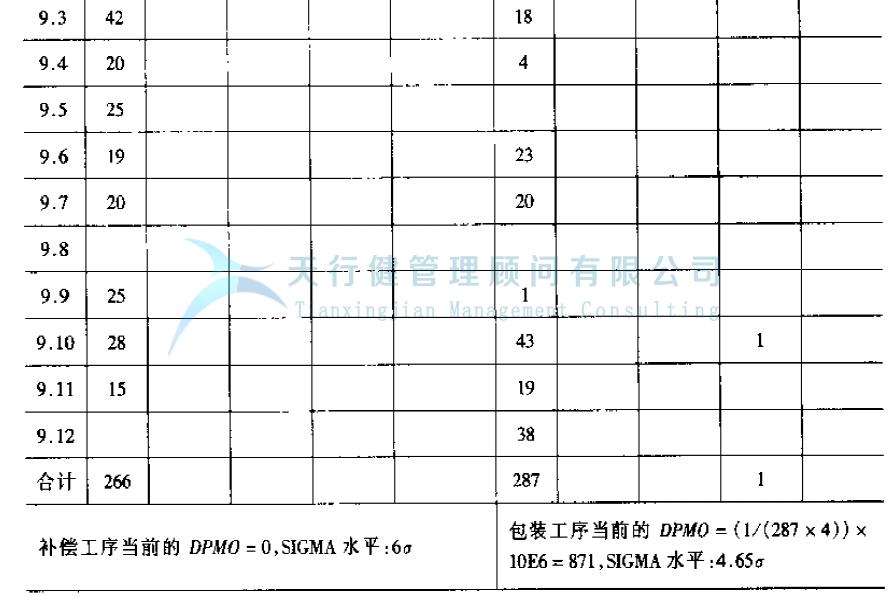
GD传感器概要生产流程分析(图1-1)。
目前生产过程的西格玛水平:2.91σ。
分析阶段
(1)主要缺陷类型分析(图1-2)
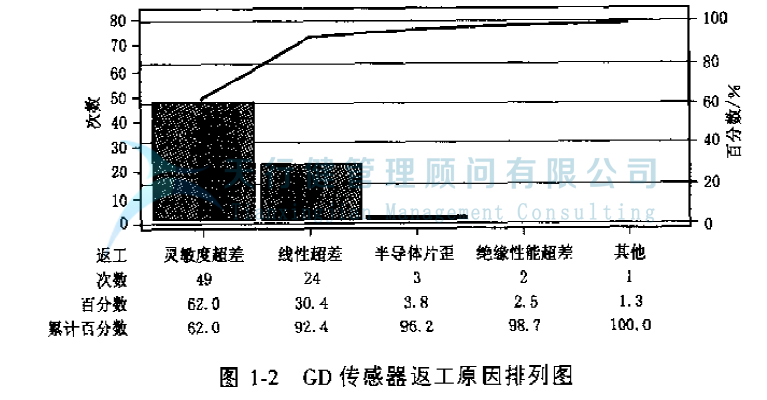
造成传感器返工的主要缺陷类型有:灵敏度超差、线性超差、半导体片歪、绝缘性能超差和其他原因。其中灵敏度超差和线性超差占92%,是主要返工原因。半导体片歪和绝缘性能超差占6%,是由于操作人员违反操作规程造成,加强工艺而规程的培训即可避免。灵敏度和线性是传感器的主要质量特性。在制造过程中,由不同检验员使用专用仪器进行测量,因此人员和操作的一致性对质量特性的控制至关重要。
(2)用Minitab软件对灵敏度的测量系统进行R&R分析(图1-3)
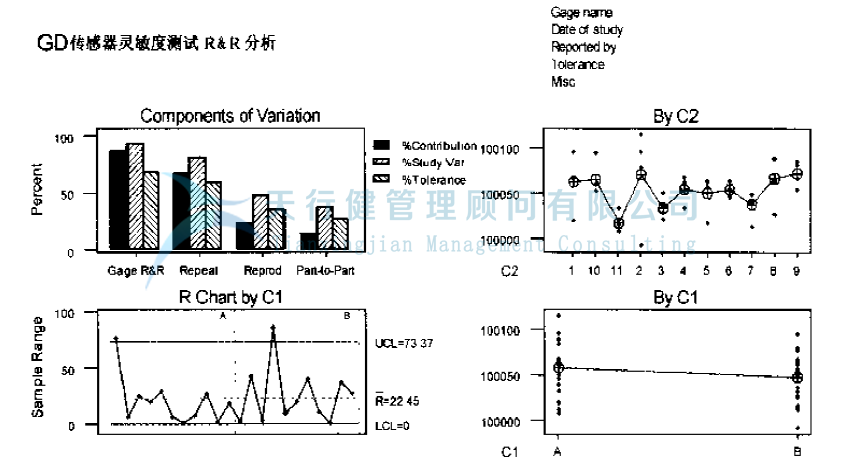
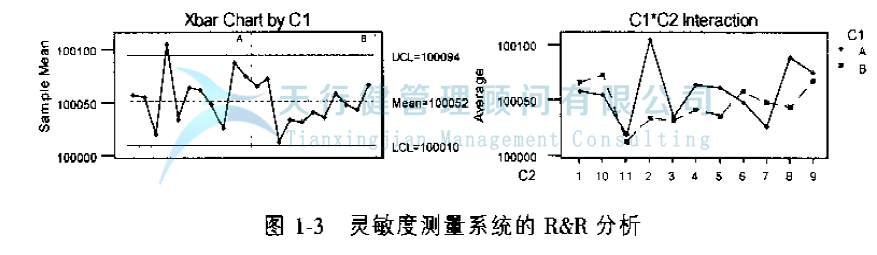
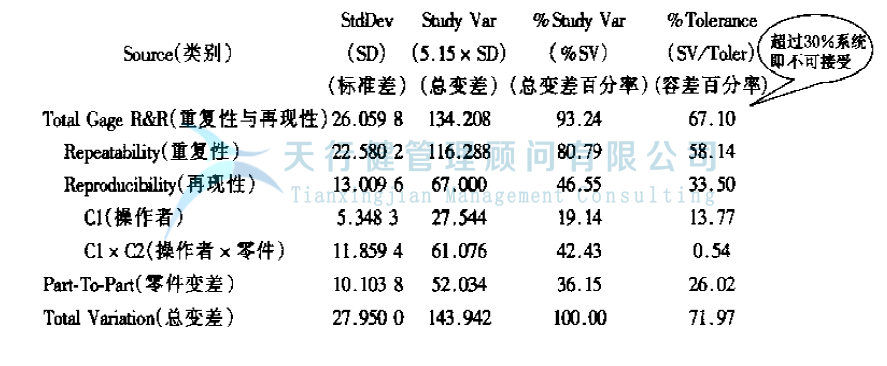
对灵敏度测量系统的分析结果表明:重复性与再现性容差百分率(%R&R)高达67.1%,因此测量系统误差导致结果不真实,是造成质量特性不稳定的主要原因。进一步分析还表明测量系统的人为因素影响明显:被测传感器放置的方法、位置因人而异,严重影响了测量结果的重复性与再现性,需对该测量系统进行改进。
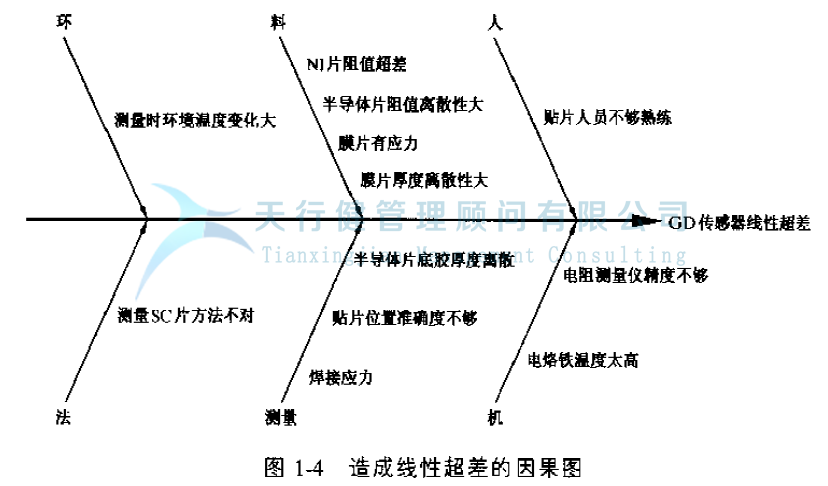
(3)用因果图对造成线性超差的原因进行分析(图1-4)
(4)为确定线性超差的主要原因,进行DOE试验分析(表1-2、表1-3 )
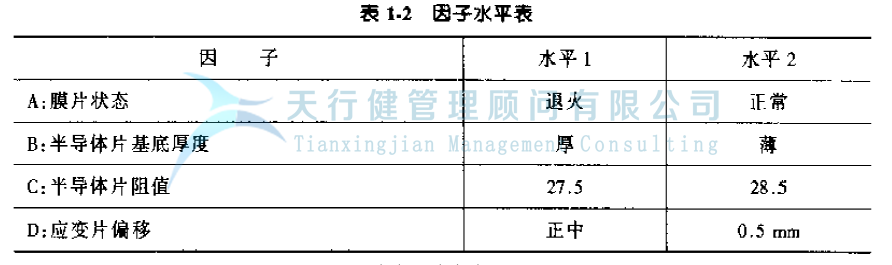
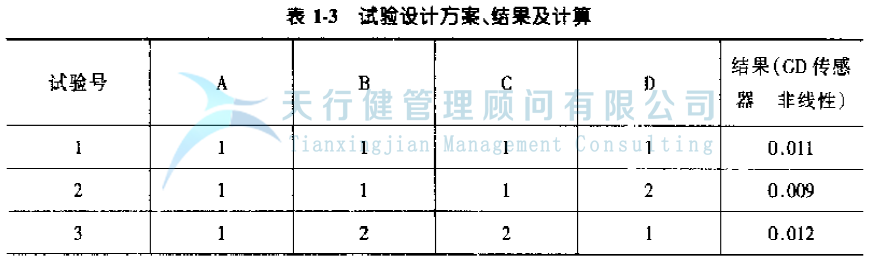
按极差排序,对非线性的影响程度最大的是因子A,其次是因子B,而因子C与D影响很小。这说明膜片是否退火是造成传感器非线性的最重要的原因,而膜片退火主要是消除应力,因此可以得出如下结论:膜片的应力是造成非线性返工的主要原因。
改进阶段
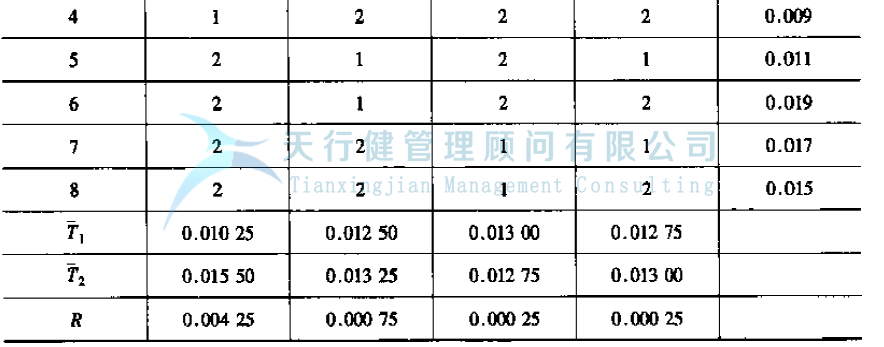
(1)为减少灵敏度测量系统的误差,制作了一副专用测试夹具(图1-5)
使用此夹具,可防止侧试时传感器位I的转动;
消除测试对位过程中的人为因素;
防止传感器前后左右晃动,影响测试精度;
经验证,改进后的系统R&R误差和改进前相比显著下降:容差百分率从67.1%降低到26.51%,效果显著。
(2)膜片的改进
将膜片冲压以后,加一道退火工序,工艺条件为:600℃和5h低温退火;
膜片的厚度从0.38 mm改为0.40 mm;
经过上述改进,使得焊接后的应力大大降低。
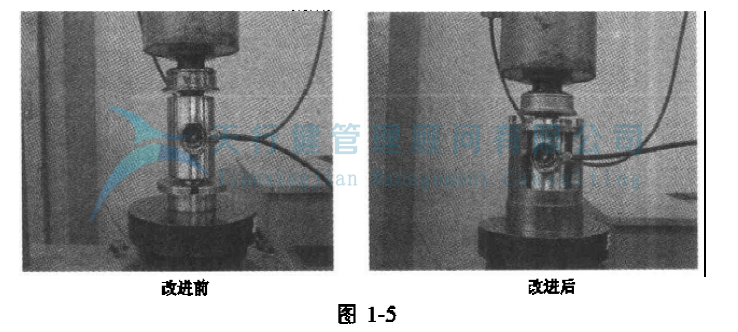
(3)改进后的效果(西格玛水平计算,表1-4)
控制阶段
更改测试工艺文件和操作规程;
培训测试工序员工和膜片检验员。





楼主最近还看过
- 六西格玛在销售管理方面的经...
 [777]
[777] - 广州六西格玛管理新产品开发...[643]
- 银行流程六西格玛管理优化之...[518]
- 新工厂精益布局规划步骤(收藏...[457]
- 变频器销售有什么技巧?[4482]
- 北京烟草行业基于精益生产管...[463]
- 物流行业的精益六西格玛工具[761]
- 精益培训在啤酒饮料业的应用...[496]
- 什么是Linux?您需要了解的有...[589]
- 六西格玛的质量观是什么?[571]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
