深圳S轴承座基于六西格玛管理优化质量问题 点击:308 | 回复:0

发表于:2021-01-13 09:13:47
楼主
以深圳S公司轴承座质量改进为例,利用六西格玛管理,从“人、机、料、法、环”五要素入手,对轴承座加工过程进行分析研究,最终达到控制产品质量、节约成本的目的,为企业生产轴承座提供了理论和实践依据。

针对找出的问题,六西格玛小组制定了相应的改进办法:
①提高切削砂轮的锋利程度;
②将冷却液铜管改为塑管,使冷却液可以直接加到切削部位,提高冷却效果;
③明确规定零件应在夹具上进行测量,以避免与最终检验结果出现大的偏差。
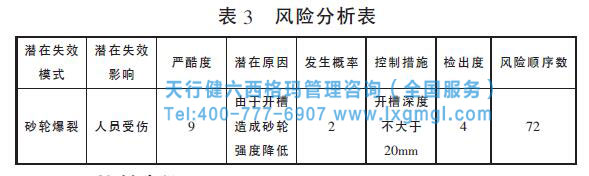
经过实验验证,砂轮开槽和冷却方式的改变对零件的圆度有显著的影响。但由于在砂轮上开槽破坏了砂轮的强度,为了确保改进措施的可行性,小组对此进行了风险分析,见下表3。分析表明,采取适当的控制措施,即开槽深度不大于20mm,该方法可行。下图4是根据不同阶段采集的数据绘制的控制图,从图中可以看出:改进措施不仅减小了零件的波动范围,同时减小了过程的偏移。

为了巩固改进成果,项目小组针对改进措施制定了相应的控制策略:
①将改进措施落实到工艺规程中;
②对相关人员进行培训;
③用控制图对过程进行监控,如果发生异常,则要检查砂轮槽深和冷却效果;
④将改进成果应用于相似的磨削加工中去。
结论
按该企业轴承座年产量与上年相当计算,并将改进成果应用于相似工艺的另外三种零件上,则此次项目研究预计可为企业节约费用60万元。因此,基于六西格玛管理方式对该轴承座质量进行改进不仅解决了产品质量问题,同时节约了成本,有一定的推广价值。
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- 六西格玛管理在北京某印刷包...
 [540]
[540] - 【复盘经典案例】电信大客户策...[9776]
- 烟草公司如何制定六西格玛培...[462]
- 做销售贵在坚持[3066]
- 价值流培训的具体内容有哪些...[641]
- 莫欺少年穷!顺丰上了福布斯富...[522]
- 东莞某农化厂精益生产案例分...[451]
- 汽车公司成功推行5S管理的九...[626]
- TPM管理在公路养护企业中的应...[994]
- 中级职称有用吗?有人评过吗?...[2562]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
