广州某车间精益生产改善总结报告 点击:178 | 回复:0

广州某车间精益生产改善总结报告
通过精益生产理沦的学习和精益管理的实践,广州某柔性化车间整体生产状况得到明显改善。
第一,管理面貌全新,生产效率显著提高,作业现场基本不存在人闲、机闲、等工待料状态,零件生产周期由原2-3天提高至1天,生产能力逐年大幅提高,年度月平均完成250万生产工分,确保了下游工序装配周期和主机合同的按期履行。
第二,由于人员素质的提高和工序的细化,员工的整体技术水平和能力得以提高,零件的加工制造质量稳定可靠,产品报废率明显降低,抽检合格率由95%上升至99.99%,下游工序的满意度达到100%。
第三,由于工作流程的改变,为员工作业创造了良好的工作环境和氛围,学习热情较高,积极主动学习专业技术的效果是,带来产品品质的不断提升。最终收获,管理成本不断下降,柔性化车间始终保持着较低的运营成本。

在新模式下人员分流改制,经过一段时间的生产运行,我们发现在整个生产加工流程中,工装的准备和提供也是存在问题的一个结点。
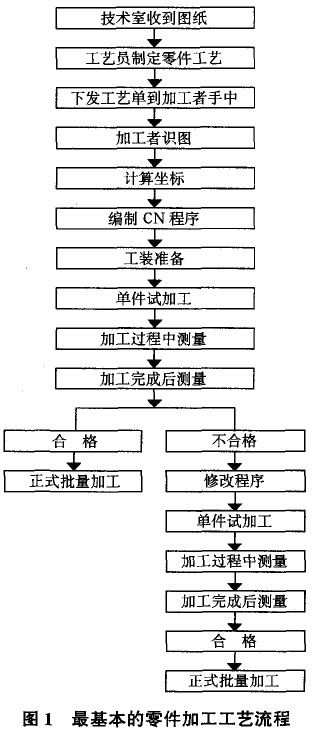
在流程中,包括刀具、夹具等工装准备过程,按照旧管理实行“领用制”,即工人根据零件图纸的工艺精度要求,自己去车间工具库办理相关领用手续,再从工具库窗口领用所需刀具和夹具,用完之后需及时归还,方可继续领用下道工艺所需刀具,而往往由于某个孔位的加工精度要求较高,要求不同精度刀具多道加工,于是一个孔位要领用3-4种刀具,工人需来回多趟往返在工作地和工具库之间,平均每次来同耗时10min,即一个孔位的加工就有30-40 min浪费在无效的过程中。
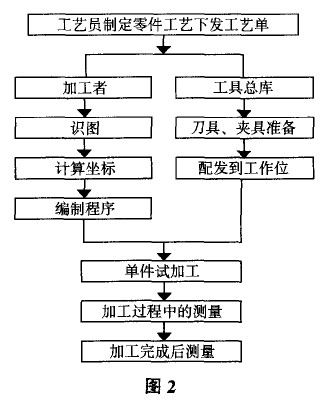
分析此原因,属于管理程序的缺陷,我们将工装准备的“领用制”改变为“配送制”,即:在图纸工艺完成后,同时下达工具总库,根据工艺要求,由工具总库人员将该零件所需刀具和工装,配置完成,用工装专用车直接送至机床工作位,如图2所示。
流程再次改善后,原来由操作者完成的工装准备时间,由工具库人员平行完成,零件加工周期再次缩短。在工装配送制实行过程中,同时结合“6S”管理,特别注重了工装、器具的整理、清洁标准规范,要求每道工序、每个工作位,工装器具及运送小车的干净、整洁,为员工创造舒心愉快的工作环境。





楼主最近还看过
- 六西格玛管理面对的七个争议
 [694]
[694] - 精益六西格玛在某品牌手机生...[605]
- 精益生产之PMC管理怎样搞好生...[449]
- 精益管理推进者的必修技能,g...[1579]
- 精益管理案例:一汽大众准时化...[504]
- 基于精益工厂布局中物流门设...[509]
- 上海M车间工装TPM推进方案[960]
- 精益生产之VSM价值流图现状分...[1413]
- 精益生产在和谐型机车引进项...[1743]
- 我现在一个公司做工控产品销...[12603]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
