深圳F公司导入六西格玛产品合格率改善项目 点击:238 | 回复:0

深圳F公司导入六西格玛产品合格率改善项目
深圳F公司为改善产品合格率邀请天行健管理咨询公司利用六西格玛DMAIC法提高P5产品的一次合格率,将降低返修成本,节约工时,间接地提高产能,以保证给希腊公司的供货计划 。
项目业务专案:在当前生产状况下,P5项目用于返修的成本将高达3840736.86(元),造成巨大的工时和资源浪费,并将影响客户希腊公司要求的交货期。
项目机会及目标声明是:目前P5产品一次合格率只有93.3%,难以满足客户和业务要求,提高P5产品合格率到97%,将能节省数百万的资金。
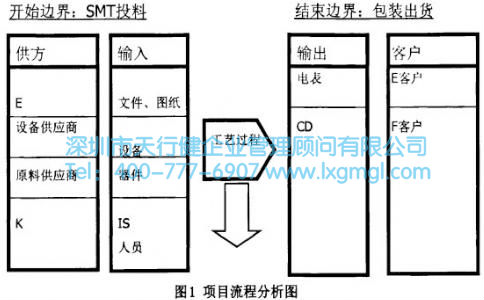
项目范围是:从产品投料开始到包装出货整个生产过程。
项目计划及参与成员从略,项目流程分析图如图1所示:
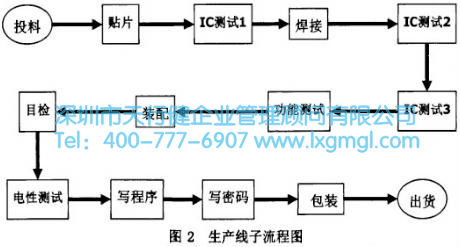
生产线子流程图如图2所示:
经过对流程的初步分析,黑带项目组获得了一个快赢机会:
1、改善分板机的绝缘状况--解决了由于分板机的短路造成电表时钟的紊乱;
2、改善了电动螺丝批的接地状况--减少了EMC影响;
3,定期更换测试针--解决由于测试针的氧化和磨损造成的误测和重测;
P5产品一次合格率定义:在生产线测试站测试通过(包括重测)未进入返修站(线)的电表数与测试总数的比率。
1、测量到的基线业绩表现如下:
5月份一次合格率:FPY=96.8%,总流程的西格玛水平:σ=1.85
ICT1一次合格率:FPY=9.16%,流程的西格玛水平:σ=2.39
FMT一次合格率:FPY=99.0%,流程的西格玛水平:σ=2.33
重点工位主要缺陷排列图(图3)。
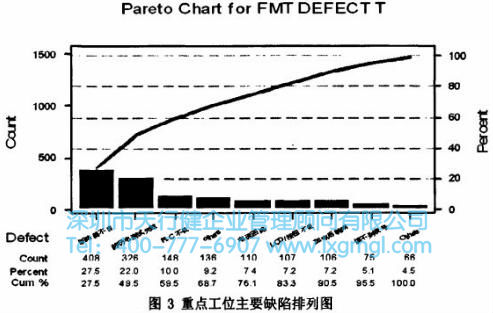
FMT主要缺陷:断路器:27.5%,可编程逻辑控制器(PLO):22%,跳线:10%
ICT1主要缺陷:漏焊:53.5%,件损:11.5%,锡桥:11.1%
2、测量阶段总结:
①、根据分析,影响P5产品一次合格率的主要因素有8个,我们将集中力量先解决两个最差的点:ICT1和FMT测试点的一次合格率;
②、项目组找出了对ICT1和FMT一次合格率造成影响的输入和流程指标及其相关关系并进行了分析,结合存在的缺陷分析,制订了数据和资料的收集计划;
③、根据对ICT1和FMT的流程P控制图分析发现:流程趋向于渐进上升,流程本身不是很稳定,下一阶段将寻找造成流程不稳定的原因;
④、现阶段流程的西格玛水平:σ=1.85(长期);
⑤、对前期和近期各个站点的主要缺陷进行了数据收集和整理,对这些造成缺陷的根本分析是下一步的工作重点。
项目己进入分析和改进阶段,主要工作就是数据的收集整理和分析,提出改进方案和实施可行方案。
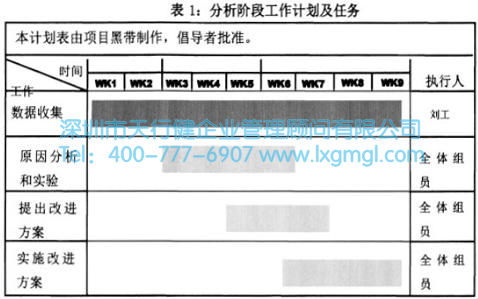
在分析阶段工作计划及任务如下表:
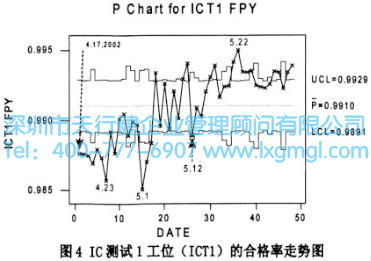
关键工位IC测试1一次合格率(FPY )分析:
1、流程稳定性分析((P控制图4)
从图4可以看出生产记录无法解释流程中的异常点,生产流程很不稳定。
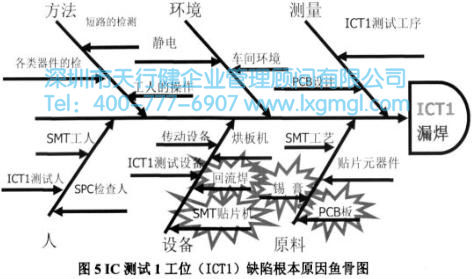
2、导致IC测试1工位((ICT1)缺陷根本原因分析
见鱼骨图(图5)和故障树图(图6):

3、造成纤维丝的原因
根据现场观察和小组讨论、分析和以往的试验结果,我们认为造成PCB上纤维丝杂质多少的主要原因是PCB加工工艺的不同:冲板和铣板,冲板工艺将产生更多的纤维丝。
所以后面要验证冲板工艺和铣边工艺之PCB对漏焊缺陷的影响。
针对5月23日SMT-B线的“验证铣边工艺PCB对漏焊缺陷的影响”的统计数据如下:
①5月23日SMT-B线B班
SPC目检出的漏焊有:R71、共1PCS,不良率为:1/3944=0.025%
ICT1漏焊有:C56、R81、R13、R70,共4PCS,不良率为:4/3944=0.1%
②5月17日~22日SMT-B线B班
SPC目检出的漏焊有20PCS/班,不良率为:99/17704=0.6%
ICT1漏焊有:10PCS/班,不良率为:49/17704=0.3%
4、分析结果
①SMT-B线用铣边工艺之PCB:
SPC目检出的漏焊不良率由原来的0.6%降至0.025%
ICT1漏焊不良率由原来的0.3%降至0.1%
②经分析,5月23日SMT-B线B班
SPC目检出的漏焊:R71,原因是PCB来料焊盘上有绿油;
ICT1漏焊:C56、 R81,原因是PCB来料焊盘上有绿油,R13、R70,原因是PCB来料表面有杂物。
③针对5月23日SM'T-B线B班
ICT1漏焊中仍有两个:R13、R70是由于PCB表面有杂物造成,我们分析是由于在挑选铣边工艺之PCB的过程中,被冲边工艺之PCB上的杂物所污染造成的(PCB丝印前未吹板)。
5、结论
(1) SMT过回流焊后的漏焊不良是由于PCB来料焊盘上有绿油、PCB来料表面有杂物;
(2)要从根源上降解决SMT的漏焊,必须改善PCB的来料,即使用铣边工艺之PCB,
6、可能的解决方案
①、要求PCB供应商改变PCB加工工艺:由冲板改为铣板。存在一个成本问题:铣板工艺将比冲板工艺每块板贵约0.76元RMB,以现在剩余定单数2476100(6.12号止),如采用铣板工艺将增加的费用为:2476100*0.76=1881836元;而根据现在ICT1 99%左右的一次合格率,漏焊在缺陷中占50-60%,每天因漏焊返修的PCB板约140块,ICT1返修工位的3个工人能很快解决;另外,铣板速度大大低于冲板速度,可能影响供货。
②、从锡膏着手,研究其参数以改善焊接效果降低杂质的影响。
③、能否优化回流焊的参数使其达到最佳配置以期改善焊接效果减少杂质的影响;
④、分析纤维丝到焊盘的可能途径,能否尽量减少这种可能性。





楼主最近还看过
- 天津某造纸公司精益生产咨询...
 [575]
[575] - 化工行业导入六西格玛培训公...[1007]
- 北京烟草行业基于精益生产管...[463]
- 中级职称有用吗?有人评过吗?...[2562]
- 一个优秀领导的真本事:与下属...[458]
- 基于六西格玛降低超细粉自动...[709]
- 《从门道到王道》——告诉你如何...[18544]
- 精益六西格玛在物流领域的新...[454]
- 上海某印刷企业精益生产应用...[1428]
- 企业如何辨别导入精益还是六...[1586]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
