上海某洗衣机公司六西格玛管理实践案例 点击:96 | 回复:0

随洗衣机市场的加剧,对洗衣机的要求越来越高。上海某洗衣机公司应用六西格玛管理进行实践改造:
一、界定阶段
1、点胶返工成本的构成(表1)

从表1可知,每月返工费用33060元。
2、选择项目的意义
①体现公司的质量方针,公司生产的不仅仅是产品,更重要的是信誉和质量;
②提高客户的满意度;
③减少公司的返工费用,增加公司利润;
④将人力资源转移到更重要的岗位上;
⑤提高劳动效率。
3、建立项目团队,确定成员分工(参见表2)

4、改进对象
该公司现有100多种电脑板。从4月到7月,洗衣机电脑板的总产量为205236块,其中Q198型电脑板产量为60000多块,约占洗衣机电脑板产量比例为27%。因此,选择Q198型作为分析的重点。
二、测量阶段
1、确定测量系统分析方案
①质量特性:气泡发生率;
②测量点:胶水固化后的脱模工序;
③评价人:由灌胶班与成品班检验员3人参加:
④方法:随机抽出30块Q198型电脑板。由以上3位检验员每人分别检测气泡2次,考察测量系统的有效性(重复性、再现性与正确性),见表3。

结论:总体检验的有效性位76.6%>75%,因此可认为测量系统基本有效。
2、质量现状
①Q198型电脑板点胶发生率:根据5-7月的质量统计,Q198型电脑板的总产量为42438块,共发生需要的点胶数为1432块,则气泡发生率为3.37%。
②当前从生产线随机抽取10块电脑板检验,肉眼可视气泡板数的发生率为60%,需补胶的气泡数的发生率为3%。
3、六西格玛改进目标
①近期目标:肉眼可视气泡板数的发生率在20%以下,需补胶的气泡数的发生率在1.5%以下;
②长期目标:肉眼可视气泡板数的发生率在5%以下,需补胶的气泡数的发生率在0.5%以下。
三、分析阶段
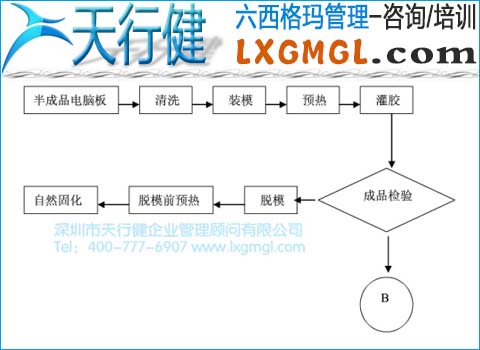
1、灌胶流程展开(图4)
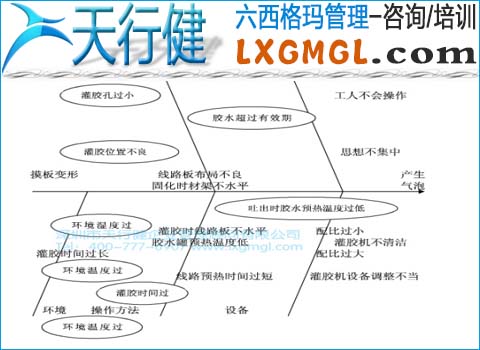
2、电脑板气泡产生原因分析
团队成员运用头脑风暴法对气泡产生原因进行了估计和分析(见图5)。
3、应用试验设计确定最佳控制特性参数
①确定因子和水平(见表6);

②试验方案设计与试验结果(见表7);

③实验结果:10块板合计气泡数。
试验注意点:除了要考察的因子外,其他条件应尽可能相同,试验次序随机化。
四、改进阶段
1、确定改进方法(见表8)

2、改进效果
①10月份Q198型电脑板气泡的发生率:肉眼可视气泡的发生率为13.7%,需补胶的气泡发生率为1.45%。
②10月份洗衣机电脑板总体的气泡发生率:肉眼可视气泡的发生率为16.3%,需补胶的气泡发生率为1.38%。
五、控制阶段
1、补充和修改工艺文件,将改进措施文件化和制度化
①在灌胶工艺文件中明确规定对灌胶位置的要求;
②严格按照要求使用固定灌胶位置的工装夹具;
③在工艺文件中明确规定真空时间并保持记录。
2、对操作员进行不断的教育和培训





楼主最近还看过
- 5S管理在深圳物流公司的应用...
 [564]
[564] - 《从门道到王道》的书拿到了!!...[1219]
- 工业类产品市场怎么做?如何营...[500]
- 烟草公司推行六西格玛培训需...[459]
- 5S管理在烟草行业的应用方案[728]
- PMC管理如何解决生产现场欠料...[664]
- 北京某N公司精益生产推行方案...[1258]
- 致奋斗的我们[1275]
- 质量分享│TPM推行“3要素4阶段...[557]
- 上海W公司基于六西格玛降低设...[727]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
