(已结帖)变频擂台第96期——关于张力控制系统中的卷径计算/电机速度控制 点击:8658 | 回复:34

案例参考如下:
1、问:在保持线速度不变的情况下,收卷直径越来越大···收卷辊电机的速度应该怎么控制?这个电机速度该怎么计算?这个电机要是用变频器控制(或者直流调速器控制)的话这个速度应该怎么给(例如:张力传感器/模拟量/PID)?
2、问:纵剪,在没有编码器/没使用伺服步进电机的情况下如何定长?
希望大家畅所欲言。非常支持原创,评奖倾向于原创者。可以包括工作原理、技术介绍、产品结构,包括一些很具体的数据,包括一些技术细节/优缺点,还可以列举具体案例等,包括其它。。。。。。希望大家热烈的探讨!!!!!!
变频擂台两周一期,本期擂台的最晚结贴时间为:2012年11月10日。
奖项设置:一等奖1名:50MP,二等奖5名:10MP,三等奖各奖励100积分
MP介绍:gongkongMP即工控币,是中国工控网的用户积分与回馈系统的一个网络虚拟计价单位,类似于大家熟悉的QB,1个MP=1元人民币。







(8)对于应用张力传感器的张力控制系统的特性与上面活套控制系统性质不同。活套控制系统本质是控制拉伸量,不管片材宽窄,只要伸缩两相同,就有相同的速度差。但是采用张力传感器检测的是实际的张力。片材同样伸缩量(即速度差相同)但不同宽度检测的张力大小就不同,这意味同样的材料在宽度不同的时候为了达到同样的处理效果,张力设置实际不同!举例来说,假如对于某材料1米片材在某拉伸量情况下张力20%,那么2米同样材料,同样拉伸你需要将张力设为40%,因为这时实际张力是前者的两倍。但是最精确的张力控制始终是上下游棍的速差调节的问题。
张力传感器实际上是由力敏电阻组成的平衡电桥的差分输出。电源一般是5VDC,信号很弱为mV级。需要张力放大板为0到10VDC信号,张力放大板有零位调节和输出幅度调节电位器,可以调整张力零点(张力传感器没有受压状态)和最大输出信号的范围以和后级电路连接。
张力传感器的确个力敏电阻有一个损坏,没有备件怎么办?很简单检查力敏电阻,选择两个上下臂良好的,另外一组用两个相同阻值的电阻(一般可以选择两个精度2%的100电阻)替代另一个桥臂,张力放大板零点和增益适当调整,一般的设备还是可以正常运行的。
(9)现在才开始谈正题:収卷机构的实际的张力系统控制问题。
収卷机构应用十分普遍,家用VCR,工业应用塑料加工、包装行业、纺织行业、钢铁行业,几乎所有行业都有应用。我们主要讨论包装行业和纺织行业如纸张、薄膜、布匹的収卷问题。
其实一开始,我就犹豫要不要参加这一期的讨论。因为这期擂台的题目本身有问题!为什么要设计这么别扭的系统,収卷的速度受収卷尺寸和控制调节器双重的限制!
实际上,讨论収卷张力问题,要研究真实的设备情况如何呢?我们讲要了解収卷张力控制问题,最好的原型,是收放卷机构。如何避免擂主题目中出现的那种尴尬呢?(収卷的速度受収卷尺寸和控制调节器双重的限制!)实际张力控制问题和楼主提到的如何保持线速度稳定的问题豪不相关!
以杜森百瑞分切机为例:它的传动电机只有两个直流电机,一个是牵引电机,一个是収卷电机。大卷的塑料薄膜或纸张卷筒套在放卷的气涨轴上,气涨轴由气动离合器控制。气压由E/P气动阀调节,在片材运动路径上设有张力传感器,放卷张力的设定是独立的,张力反馈信号来控制E/P阀,保证张力稳定。主传动辊控制机器速度,速度设定与卷径、张力都没有关系。机器速度由测速轮直接测量。最后収卷轴也是气涨轴上面并排套上许多短管根据,气涨轴气压也可以调节以适应収卷张力。由于一般分切卷径都不会很大,用气压调整方式可以满足张力调节要求。张力调节仍然是PID调节器。这里我们看到张力调节仍然是调节放卷和収卷的速度差,但是是靠摩擦力来调整和主传动的滑差。分切机运行速度可达200MPM,日本的甚至达到300MPM。高速运转机器取决机身重量,追边精度,张力控制稳定性。
(10)我们现在来论述収卷机构根据収卷的处理方法不同的基本分类:
収卷机构一般分为三类:中心収卷机(CENTER WINDER)、表面収卷机(SURFACE WINDER)、表面中心収卷机。
中心収卷机:主传动辊驱动马达调节机器速度,収卷有驱动电机直接拖动,収卷过程为了不产生抱芯现象,张力控制的要点是随着卷径的变大,张力逐渐减小,是恒力矩调节特性,当然如果直接由速度差控制张力,那么速差应该逐渐减小。这比楼主提出保证速度(収卷)不变就不一样了。
表面収卷机:和中心収卷不同,它的収卷轴是被动的靠夹紧力压在主传动大鼓表面(直径可能会有0.8m),靠摩擦力収卷。这种类型収卷机在片材进入和主传动大鼓之间保持恒定张力。属于恒张力卷取。
第三种类型是两者结合。
収卷三要素:T(张力)N(夹紧力)T(力矩)。収卷的产品的质量主要靠三者结合来控制。
(11)对以上论述(不一定完全按擂主的要求)归纳如下:
1、对于可拉伸的片材在牵引过程中,假设上游辊1的应变比为e1(m/m),牵引速度为V1,下游辊2的牵引速度为V2,那么下游辊2的应变比e2=e1+(V2/V1-1)。显然V2=V1,则e2=e1即在辊2和辊1之间没有拉伸。片材的张力定义为T=E*e*c,T张力单位N/m,E材料MD(运动方向)模量,单位N/m2,e片材运动方向形变比,定义为没有拉伸情况下1m片材在拉伸情况下应变(m/m),c片材宽度。请注意张力T的单位是N/m,而不是N。
2、活套控制本质是控制上下游辊的速度差,来控制材料的伸长率。张力设定与材料宽窄没有区别。
3、对于应用张力传感器的张力控制系统的特性与上面活套控制系统性质不同。活套控制系统本质是控制拉伸量,不管片材宽窄,只要伸缩两相同,就有相同的速度差。但是采用张力传感器检测的是实际的张力。片材同样伸缩量(即速度差相同)但不同宽度检测的张力大小就不同,这意味同样的材料在宽度不同的时候为了达到同样的处理效果,张力设置实际不同!
4、収卷机构一般分为三类:中心収卷机(CENTER WINDER)、表面収卷机(SURFACE WINDER)、表面中心収卷机。
収卷三要素:T(张力)N(夹紧力)T(力矩)。収卷的产品的质量主要靠三者结合来控制。
5、张力控制可以是恒张力,也可以是恒力矩。对于恒力矩调节,除了除了要设置张力(TENSION)还要设置 TAPE TENSION(张力变化斜率),有时需要卷径的数据。
6、考虑张力问题可能用到的根据卷径、片材厚度计算长度的公式如下:L=0.785*(D^2-d^2)/b

支持啊君,就说两句吧:
我的做收卷和纵剪是一个比较简单的控制,两个类似变频器的“590”,差不多一万多一台,不太贵,整个设备
报价是110万RMB,用模拟量模块控制。

类似这样的工艺要求很多,根据减速比,辊的直径,钢板材料的厚度,这款设备分为6MM以上,6MM以下,各种应用,在直径达到92600MM时候,线速度算法又是不同。
卷径增大是靠一个接近开关,接近开关感应一次,卷径增大一圈,要保持收卷和纵剪线速度不变,一开始不能让设备达到很高的速度,必须安装一个模拟电位器给AD模块,收卷和纵剪同比例增长。结束的时候也是同样的工艺要求。
提供部分梯形图: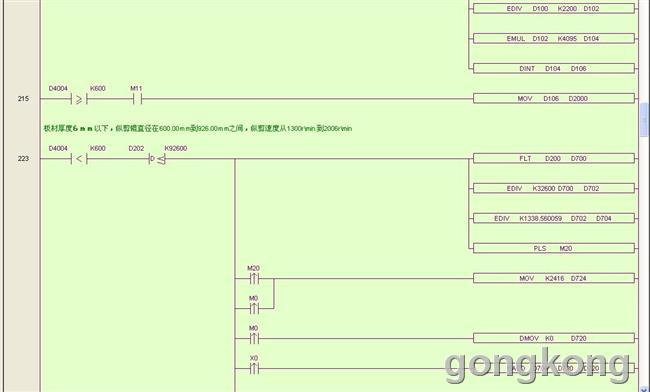
当时是第一次做,很多算法也没用C语言做,时间来不及。


偶也过来絮叨几句,偶不是电气专业所以说的不靠谱,专业的上面高手都说了,偶是瞎掰仅做参考。
收卷电机随着被卷放材质的多少其轴辊直径不同,也就是随着材质在辊的厚度不同辊的直径随时发生着变化,这个时候要维持线速度不变,即材质的收放速度恒定,那么势必要改变电机的转速,其变化的规律就是V=ω X R ,ω是电机的角速度其与电机的转速成正比,所以要保持线速度不变其电机转速反比于轴辊的半径。
要想维持线速度不变,那么要保证电机的转速与轴辊的半径的比值是一个定值,而要控制电机的转速首先要确定轴辊的半径,这个就需要一个检测,我们通常使用的就是编码器,通过编码器检测到的测长棍转动的圈数来换算轴辊的半径,而其依据就是材质线速度不变的情况下测长棍的走过的材质长度与收卷的材质相等。
要维持材质在收放卷过程中不因受力大小不等而出现撕裂现象,其收卷系统要进行张力控制,张力控制实质上就是控制电机的转矩,要保持线速度不变就要保证电机在不同轴辊直径下维持材质的张力恒定,因此在轴辊直径由小到大的变化中其转矩也要保持由小到大的变化,这就是电机的恒转矩控制。
用变频器控制电机实现恒张力控制就需要一个反馈措施,这个就是编码器,其信号接入到变频器中形成一个死循环的矢量控制系统,通过变频器控制电机的运行电流大小,保持电机输出转矩恒定.为了保证负载有突变时能够保证电机的机械特性曲线比较硬.最好使用矢量变频器与编码器实现死循环控制。
- 新一代控制系统的代表作——De...
 [9294]
[9294] - 电机三角形连接和星形连接的...[28513]
- 富士G11变频器送电跳OC2或OC...[5958]
- 什么是电机的机械软特性?[9242]
- 变频器刚启动时输出直流母线...[6441]
- 丹佛斯变频器开机显示ERR16故...[17111]
- 6RA70故障F067求助![6752]
- 西门子6SE70变频器从闭环控制...[5810]
- 变频器的分类[10152]
- (已结束)变频擂台第31期——关...[5259]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
