国产维控PLC LX1S-20 MR 现场更换全程上图 点击:3390 | 回复:12

有段时间没有来班门弄斧啦,其实我一直感觉这个版块是工控论坛中最好的,因为我们要将工作中的维修维护现场工作经验拿出来与大家分享,这样人家工作时才能用中其中的知识点,少走弯路,减少设备停机时间!
也不知写点什么好,现在流行支持国产货,那咱也来一个吧,希望国产 PLC 越来越是强大,将前不久收到的国产 维控 PLC 来替换原来 S7 224CN 的吧

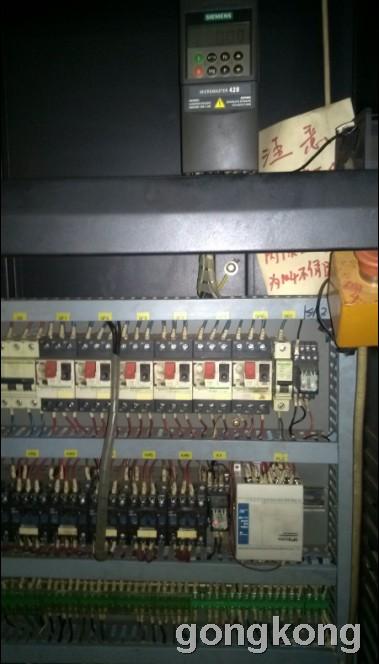
这是原现场 224CN 的 PLC 的电柜,也是自己做的一个小柜子,简单的控制一些传送带运行!
开始拆掉原来的 PLC 工作

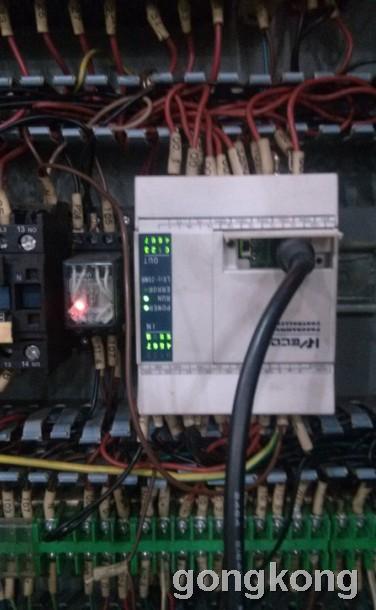
原来 224CN 的位置要大,可能 是 24 点的原因吧,还有这个 SIEMENS 的 Q 点是在上面是输出点,下面是输入 I 点,和国产的维控 PLC 正好相反,看来没办法,这个 PLC 的反着装啦,不知道这样对 PLC 的运行有影响不,听说不能什么斜着安装,这样180 度翻转有问题不?

装好 维控PLC 后,将原来的 I/Q 点号近一样的 X/Y 点号接入到 PLC 的对应端子上,因 维控 LX1S 是仿日系三菱的 LX1S ,所输入输出信号也是一样,编程软件也一样,这样和 S7 224CN 的输入接线有问题,这样外部要改很多线,特别是光电开关的输入,从 PNP -> NPN 啦!

接好所有线路,并再次用表测量,检查确认一下接线点,特别是修改过后的线路,还有一个 变频器 M420 的输出点直接加中间继电器,要不没办法直接输入启动 SIEMESN 变频器,看来不同系列的替换改变很大的说,确认接线正确,上电开机 PLC 进入 RUN ,没有报错

所有线中准备好,用通讯线连接好 PG 与 PLC 的连接,将之前练习学做的程序下载到 PLC 一切正常,并测试一下运行输入信号也正常,只是两个型号 PLC 的定时器 有差
将程序再次修改一下,打开控制面板上的 启动按钮,PLC 进入输出状态,一切正常!





楼主最近还看过









 通讯网 真会开玩笑,现在不是倒着运行,是报警,但能运行 !
通讯网 真会开玩笑,现在不是倒着运行,是报警,但能运行 !
- plc怎么控制电机转速
 [7259]
[7259] - 提供专业电气绘图软件PCsche...[13310]
- 请用过艾默生PLC的朋友,谈谈...[7564]
- 西门子s7200plc常见问题[8077]
- EM231怎么接线?[9779]
- PLC时序图分析方法求助![9441]
- 上升沿和下降沿有什么特别作...[28616]
- 松下PLC技术支持有问必答[13800]
- 为什么我装的三菱PLC编程软件...[9911]
- 西门子S7-300PLC模拟量接线常...[8981]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
