西门子GOTO指令返程时出现问题 点击:2086 | 回复:5

发表于:2020-10-18 11:39:47
楼主
30分-已结帖
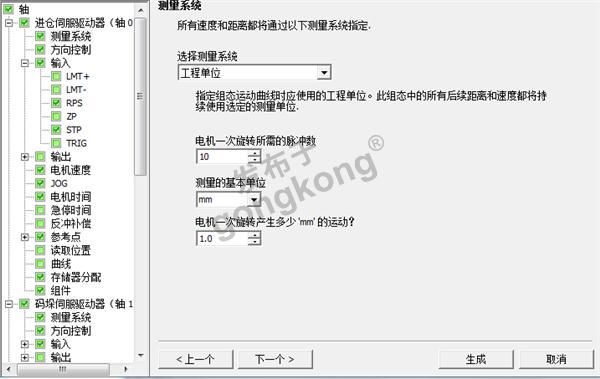
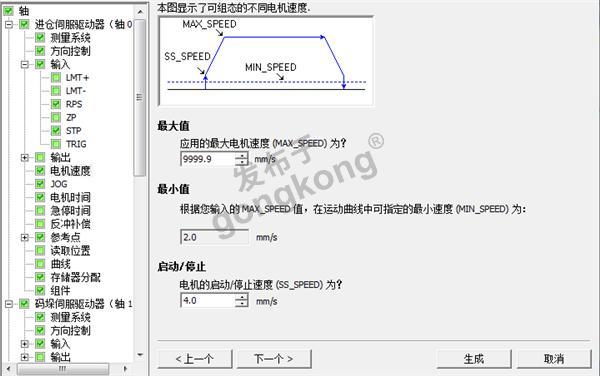
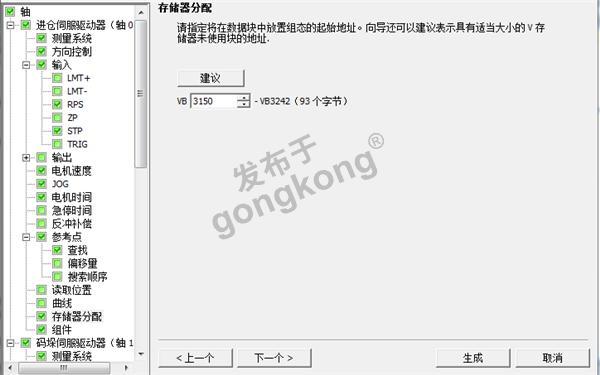
最近做了一个案子,用的硬件是西门子S7-SMART 控制第三方直线电机,GOTO指令走绝对定位。
控制原理:物料被感应后,直线电机按设定位置VD4012及设定速度VD4016前行,抵达设定位置后,延时0.1S,触发直线电机后退指令(此时位置传送为0),按照设定的速度VD4016返回原点。
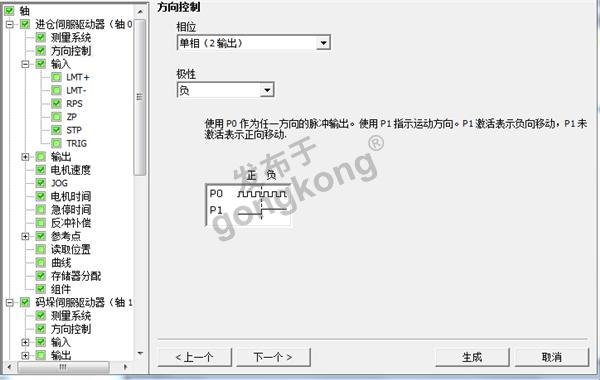
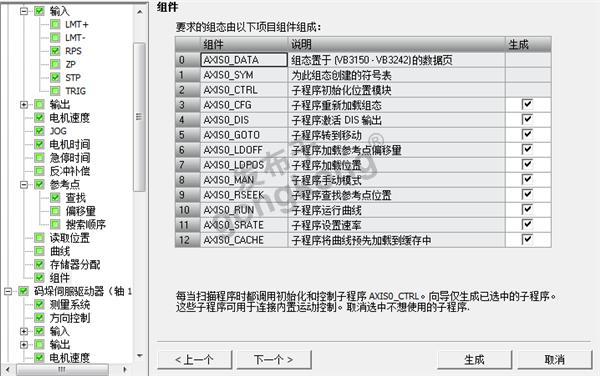
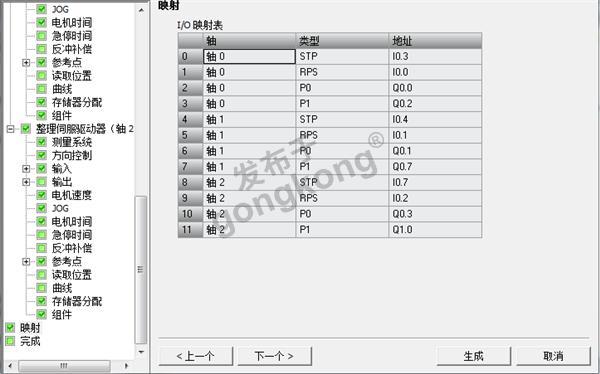
控制逻辑:
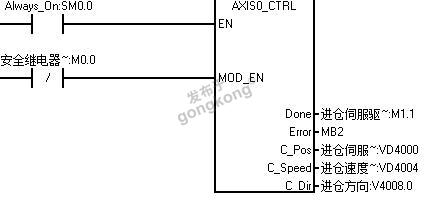
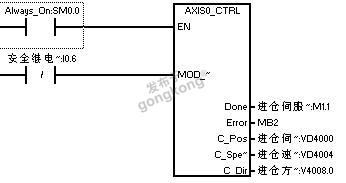
第一步:轴初始化:
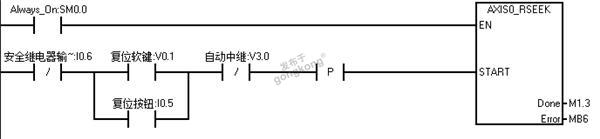
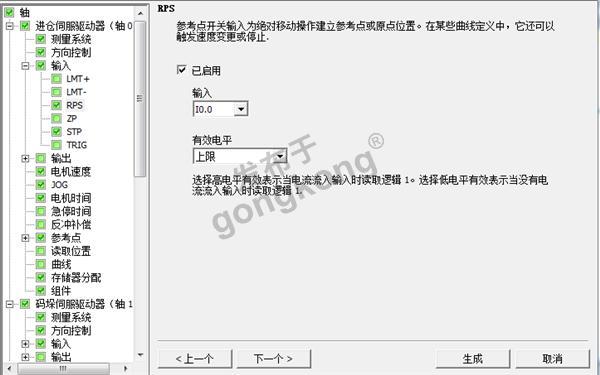
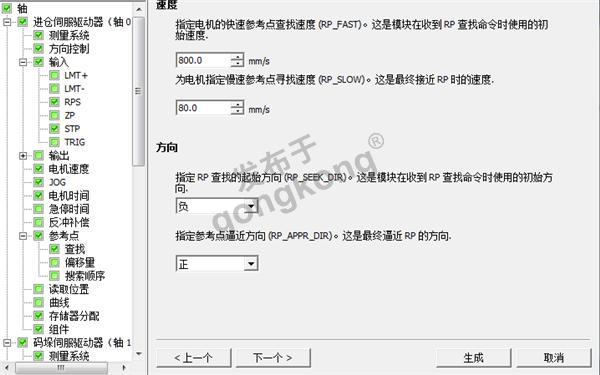
第二步:轴寻参
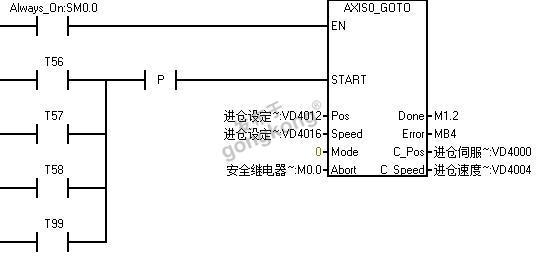
第三步:按逻辑控制前进后退
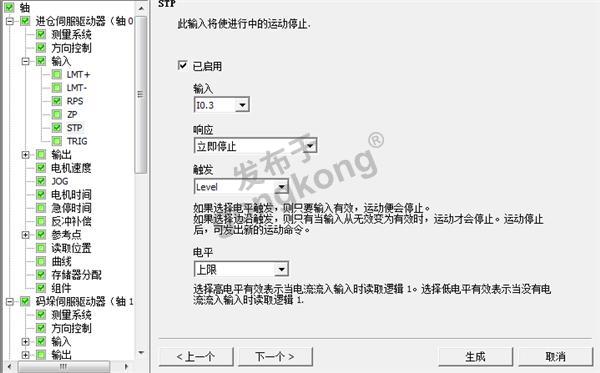
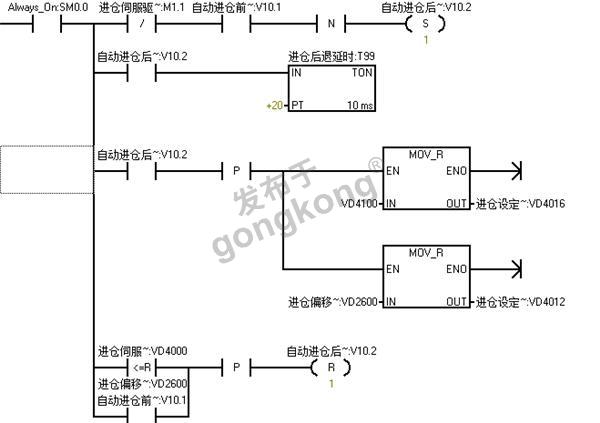
问题:程序可以正常运行,但有一个BUG,就是在返回时,虽然给定的位置是0,用PLC程序监控位置过程值V4000会出现-0.1的数值,一旦出现-0.1,再给触发信号,GOTO指令就不执行了。跟400客户打电话,给出解决办法是使用LDPOS指令,考虑到顺序扫描,LDPOS指令块放置位置在GOTO指令之前,指令如下:

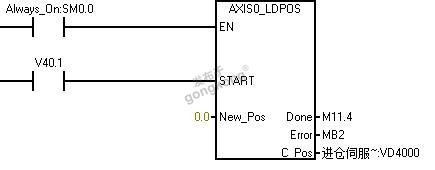
问题依旧存在,当出现VD4000为-0.1时,即使触发V40.1,VD4000过程值也不会按设想的那样,把VD4000赋值为0,只能求助各位大神





楼主最近还看过
发表于:2020-11-26 13:22:13
3楼
程序拟制:
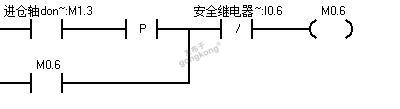
1. I0.6为安全继电器常闭点,安全继电器未复位,该轴停止使能所有子程序。
2.轴寻参 刚开始中间未加M0.6线圈,也就是说可以安全继电器工作的情况下无限制的寻参,也不知道出现-0.1跟这儿有没有关系,结合设备使用情况,这里加了个限制线圈,不允许在工作原点位置频繁寻参。

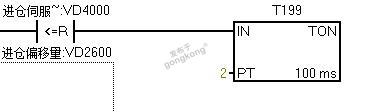
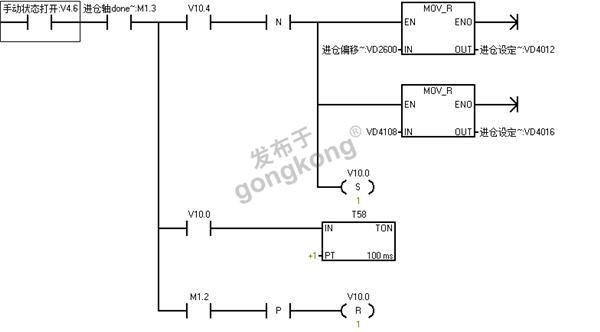
3.寻参后的瞬间,走GOTO指令的偏移量(工作原点)
4.由于案子要求速度很快(直线电机的行进速度10米/秒)所有速度惯量很大,出现一个问题就是回到位后,会有误动作一次,前进线圈内加一时间断
5.

6.前进线圈
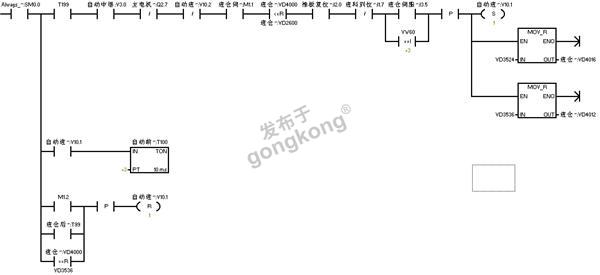
7.后退线圈
8.触摸屏手动功能,V10.3一次前进,再点一次复位,由于工艺要求未使用转换开关

9.

10.手动直线电机
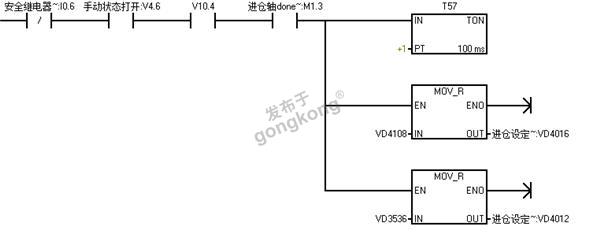
11.直线电机寻参后走GOTO指令

12.

13.GOTO指令


热门招聘
相关主题
- SQLSERVERR2000SP3FORWINCC下...
 [11496]
[11496] - PLC控制系统设计的要点(转载...[12684]
- 三菱和西门子两个品牌的PLC分...[16734]
- 哪位有RS232转DH485接线图[13852]
- PLC编程应该怎么收费呢[7909]
- 你最常用的PLC是什么品牌的?...[17404]
- GX Developer8在WIN7在能不能...[8853]
- 永宏PLC运行灯闪烁,PLC故障[13455]
- 用plc编写星三角降压启动的梯...[67605]
- 三菱PLC视频教程70合集[11911]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
