Minitab软件在制药企业中的应用 点击:253 | 回复:0

Minitab软件在制药企业中的应用,Minitab软件其核心功能是进行数据分析和图形分析以及趋势预测.且具有强大的数据处理功能;明显的图形处理优势:提供多问题解决工具:简单、直接、清晰和易懂等特点。
1、收集数据
使用Excel将回顾期间产品的含量数据进行汇总,便于Minitab软件可以直接从Excel读取数据后进行统计分析。
2、判定标准
Cpk是考虑过程均值与目标值偏移时的过程能力指数.表示产品满足规格的能力,对于制药企业来讲就是药品满足质量标准的能力,传统的统计控制理论根据其大小一般分为V级:
①Cpk> 1.67,过程能力过高;
②1.67>Cpk> 1.33,过程能力充分,表示技术管理能力已很好,应继续维持:
③1.33>Cpk> 1.00,过程能力充足,但技术管理能力较勉强.应设法提高:
④1.00>Cpk>0.67.过程能力不足,表示技术管理能力已很差,应采取措施立即改善;0.67>Cpk,过程能力严重不足,表示应采取紧急措施和全面检查,必要时停工整顿。
3、验证数据的正态性
选择统计>基本统计量>正态性检验。选择变量为含量.如图所示进行选择,确定即可得到含量的概率图(图1)。由概率图可知,含量的P值为0.385,大于0.05,确认含量数据呈正态。
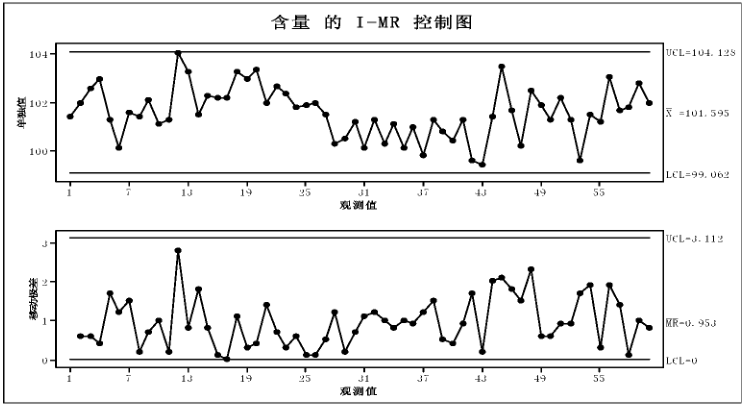
4、评估过程的稳定性
通过制作单值—移动极差控制图进行确认,具体方法如下:选择统计>控制图>单值的变量控制图。选择变量为含量,确定即可得到含量的单值-移动极差控制图。单独值图与移动极差图均无异常,可以判定本年度含量的检验数据处于统计控制状态。
.
5、过程能力分析
选择统计>质量工具>能力分析>正态。在单列中,输入含量,子组大小中输入1,在规格下限中输入93.0,在规格上限中输入107.0。单击选项,在目标(添加Cpn,到表格)中,键入100。在每个对话框中单击确定得到含量的过程能力图(图2)。
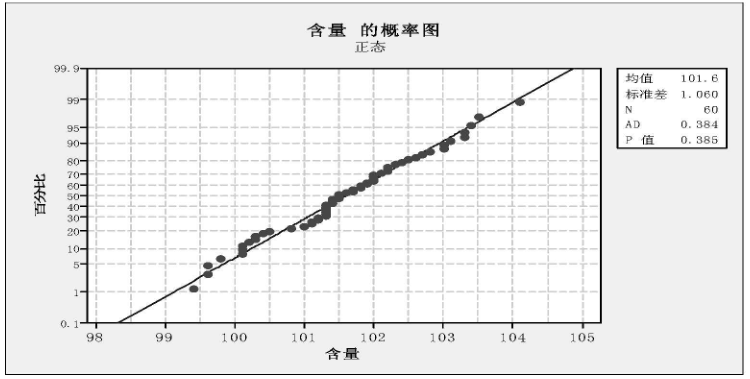
图2正中为覆盖有两条正态曲线的能力直方图,这两条正态曲线是使用过程均值和组内标准差以及过程均值和整体标准差生成的:右上框为潜在(组内)能力(包括Cp, CPL, CPU. Cpk)和整体能力(包括Pp. PPL. PPU. Ppk. Cpm);左上框为过程数据的统计量(包括过程均值、目标、组内和整体标差以及规格范围);图下方为实测性能和预期的组内和整体性能,PPM合计是含量在标准规定之外的百万分数。
从能力图中可直观地看出含量数据近似为正态分布:过程的均值偏离目标中心100;数据分布相对于标准范围93.0%-107.0%而言两侧均有富余,Cpk=2.13说明过程能力过高,由于本品为无菌冻干制剂属于高风险药品,故建议继续保持原有生产能力为患者提供优质的产品。





楼主最近还看过
- 精益六西格玛在某品牌手机生...
 [605]
[605] - 海尔集团:让六西格玛理念融入...[569]
- 六西格玛管理在江苏核电行业...[602]
- 六西格玛工具-箱线图[604]
- 公共部门如何运用精益六西格...[917]
- 佛山某机床加工厂精益生产应...[580]
- 打算推行驻厂精益生产,先看公...[1302]
- KYT在某发电公司的应用[733]
- 企业陷入“用工荒”,精益生产如...[758]
- 班组长的价值在精益生产管理...[2102]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
