天津A电梯公司基于六西格玛的质量改进 点击:452 | 回复:0

发表于:2021-05-21 09:16:00
楼主
天津A电梯公司六西格玛管理项目目标改进的方向明确后,继续收集数据。应用MINTAB分析工具,找到改进关键因素的方法,有针对性地制订合理有效的措施并付诸实施。
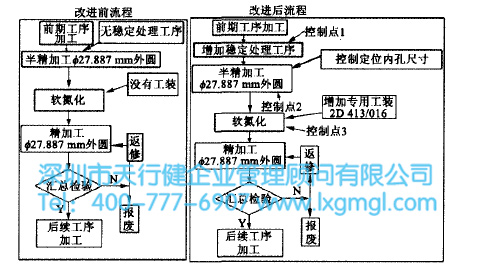
对于关键因素软氮化后的外圆尺寸,采用分析确定流程改进的方法,将原来不进行控制的外圆尺寸现控制为<φ27.887mm,为实现此要求,新增加稳定处理工序。软氮化工序新增专用工装2D 413/016(此项工作由热处理分厂负责完成)。将关键因素定位内孔尺寸进行改良,导向简加工工艺流程改进前、后的对比(如图5所示)。
另外,应加强工艺人员对现场加工情况的监控,保证措施的有效落实,并制订导筒加工流程控制计划表(见表6),即先通过工艺规程单,进行改进方案验证,并将改进前、后外圆圆柱度的数据进行分析,控制和保持改进效果。

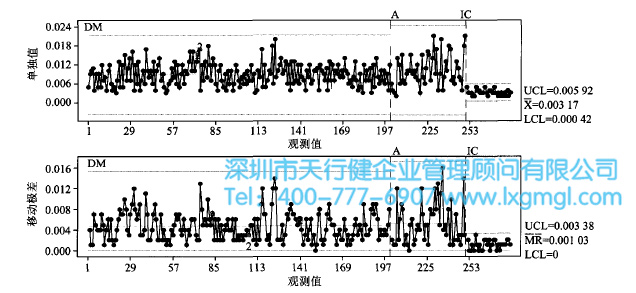
将改进后的工艺方案跟踪03,04和06批零件生产过程进行验证,将相关数据进行分析,外圆圆柱度工艺方案改进前、后结果的受控状态(如图7所示)。
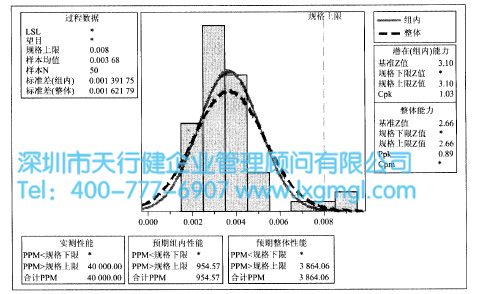
改进后外圆圆柱度的流程能力分析(如图8所示),由图8能够得出,改进后,φ27.887mm外圆圆柱度0.008mm的DPMO水平为3864.06,改善率达98%,达到了项目目标。说明了改进后的工艺方案能够满足导向筒外圆圆柱度的加工质量,能够满足产品生产要求,改进方案正式纳入导向筒零件加工工艺规程中。





楼主最近还看过
热门招聘
相关主题
- 六西格玛工具-箱线图
 [604]
[604] - TRIZ理论在白酒酿造中的应用...[512]
- 由技术转为市场~蜕变的艰辛与...[650]
- 微电机行业如何导入精益生产...[666]
- 电信行业精益六西格玛案例分...[1052]
- 快递行业六西格玛的应用解析[453]
- 如何利用张驰精益生产培训缩...[965]
- 六西格玛黑带培训在印刷领域...[1677]
- 六西格玛的质量观是什么?[571]
- 服装业推行精益生产方式,你准...[451]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
