六西格玛管理方法在8030铝合金导体配方开发中的应用 点击:438 | 回复:0

本文以电缆用铝合金导体开发为例,介绍了六西格玛管理方法在8030铝合金导体配方开发中的应用,验证了六西格玛方法在配方改进中的有效性。
1、 8030铝合金导体六西格玛改进
目前我们生产的8030铝合金导体存在着性能不稳定、效率低等问题,现决定对铝合金导体生产工艺进行六西格玛改进,提高产品的合格率和生产效率,使铝合金电缆快速投入市场,给企业带来新的经济增长点,成为我们的首要问题。
根据六西格玛改进的特点,选用了适合产品改进的“DMAIC”六西格玛改进模型,即定义、测量、分析、改进、控制五个阶段。
1.1定义阶段
定义阶段根据关键客户要求确定了关键质量特性,关键质量特性为铝合金线抗拉强度≥103MPa、20℃时导体电阻率≤0.028170Ω·mm2/m、伸长率≥10%。
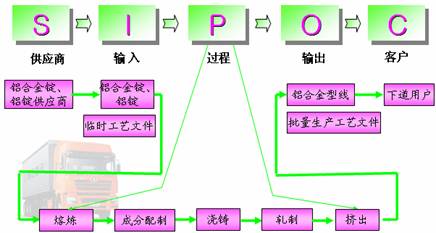
使用SPIOC工具确定项目流程(见图1),制定项目总体计划和日程安排表,选择各角色人员并制定工作职责正式组建项目团队,完成项目授权。
1.2测量阶段
通过对关键质量特性(CTQ)进行因果矩阵分析,初步确定铝合金导体性能的影响因素,并且通过性能指标的过程能力分析,分析现阶段铝合金导体性能所处的水平。
1.3分析阶段
通过对关键质量特性进行FMEA分析,对铝合金导体性能的影响因素进行删选,分析后确定铝合金杆电阻率、抗拉强度、伸长率、挤压转速、压缩比是铝合金导体性能的主要影响因素。将铝合金杆的性能对铝合金线的性能影响做回归分析,通过分析得到铝合金杆的性能决定合金线的性能,并且建立了杆与线的回归方程,通过回归方程和铝合金线的质量目标推导出合金杆的性能指标,性能指标为:110MPa≤铝合金杆强度≤130MPa、20℃时导体电阻率≤0.028592Ω·mm2/m、伸长率≥15%。
铝合金杆的主要成分是Cu、Fe、Si和Re,主要通过连铸连轧工艺生产铝合金杆,连铸连轧工艺较复杂、关键控制点较多,因此需通过分析找出影响铝合金杆性能的主要因素,分析结果为Fe和Cu含量,浇铸机速度、乳化液温度和乳化液压力影响铝合金杆的强度,Re和Cu含量、浇铸机速度影响铝合金杆的电阻率,Fe和Cu的含量、浇铸机速度、乳化液压力影响铝合金杆伸长率。
1.4改进阶段
(1)铝合金杆成分改进
确定铝合金线和铝合金杆影响因素后,根据影响因素对合金杆的成分和连铸连轧工艺进行改进,以提高合金线的性能指标,使产品的合格率达到100%。改进阶段应用田口分析进行改进,分为成分改进和工艺改进两部分,
成分改进时选用L9(34)正交试验表,优化Cu、Fe、和Re含量,保证合金性能,提高过程能力。因铝合金杆强度与电阻率和伸长率是相互制约的性能指标,所以我们选用综合信噪比来评价合金杆性能的高低。综合信噪比值越高,表示合金杆的性能越好。正交试验的因素水平表见表1,田口分析结果见表2。
表1成分改进因素水平表
水平 | A:Fe(%) | B: Cu( %) | C: Re (%) |
1 | 0.45±0.05 | 0.015±0.005 | 0.1±0.01 |
2 | 0.65±0.05 | 0.030±0.005 | 0.2±0.01 |
3 | 0.85±0.05 | 0.045±0.005 | 0.3±0.01 |
表2 铝合金杆成分改进综合信噪比分析结果分析(n=2)
A | B | C | 综合SN |
1 | 1 | 1 | 97.8314 |
1 | 2 | 2 | 97.1755 |
1 | 3 | 3 | 97.8828 |
2 | 1 | 2 | 98.1036 |
2 | 2 | 3 | 97.9494 |
2 | 3 | 1 | 98.6222 |
3 | 1` | 3 | 97.3667 |
3 | 2 | 1 | 98.3304 |
3 | 3 | 2 | 95.7246 |
从表2可以看出最佳方案为A2B3C1,即成分为Fe0.65%、Cu0.045%、Re0.1%时,铝合金杆性能的综合信噪比值最高,性能最好。
(2)铝合金杆工艺改进
工艺改进时选用L9(34)正交试验,找出最佳的工艺参数,使得铝合金杆的性能达到最优。工艺改进的正交试验因素水平表见表3,田口分析结果见表4。
表3工艺改进因素水平表
水平 | A:浇铸机速度(rpm) | B:乳化液温度(℃) | C:乳化液压(MPa) |
1 | 700±5 | 40±2 | 0.3±0.01 |
2 | 775±5 | 50±2 | 0.7±0.01 |
3 | 850±5 | 60±2 | 1.2±0.01 |
表4 铝合金杆工艺改进综合信噪比分析结果分析(n=2)
A | B | C | 综合SN |
1 | 1 | 1 | 93.9423 |
1 | 2 | 2 | 93.4208 |
1 | 3 | 3 | 92.218 |
2 | 1 | 2 | 93.2239 |
2 | 2 | 3 | 94.6717 |
2 | 3 | 1 | 98.7292 |
3 | 1` | 3 | 96.4474 |
3 | 2 | 1 | 100.367 |
3 | 3 | 2 | 98.3599 |
从表4可以看出最佳方案为A3B2C1,即工艺参数为即浇铸机速度:850±5 rpm;乳化液温度50±2℃、乳化液压力0.3±0.01MPa时铝合金杆性能综合信噪比最高,性能最好。
(3)挤铝工艺改进
应用田口分析找出挤铝工艺的最佳方案。挤铝用铝合金杆为改进阶段的最佳成分和工艺方案生产的铝合金杆,铝合金杆强度为113.7MPa、电阻率0.028492Ω·mm2/m、伸长率21.4%,按照田口设计方案进行挤铝,选用L9(34)正交表,具体因素水平表见表5,田口分析结果见表6。
表5分析挤铝工艺正交试验因素水平表
水平 | A:压缩比 (%) | B:挤压转速 (RPM) |
1 | 5.3 | 5±0.1 |
2 | 4.0 | 9±0.1 |
3 | 2.4 | 13±0.1 |
表6挤出铝合金线综合信噪比试验结果
序号 | A | B | 综合SN |
1 | 1 | 1 | 98.1466 |
2 | 1 | 2 | 98.8953 |
3 | 1 | 3 | 98.1331 |
4 | 2 | 1 | 98.7817 |
5 | 2 | 2 | 98.4100 |
6 | 2 | 3 | 99.0260 |
7 | 3 | 1 | 98.5000 |
8 | 3 | 2 | 98.3027 |
9 | 3 | 3 | 98.2397 |
通过铝合金线综合信噪比分析可看出,当选用A2B3的试验方案时,铝合金线的综合信噪比最高,即压缩比4.0,挤压转速13rpm时生产的铝合金线性能最好。
(4)铝合金线改进效果
通过改进阶段的分析,确定了7项改进措施。用改进阶段确定的最佳工艺条件生产铝合金线,改进后效果显著,改进结果见表7。
表7铝合金线改进后结果
y | 强度 | 电阻率 | 伸长率 |
改进前均值 | 87MPa | 0.028249Ω·mm2/m | 8.9% |
改进后均值 | 110.958MPa | 0.028065Ω·mm2/m | 21.076% |
改进后过程能力指数 | CpL 1.99 | CPU 0.80 | CpL 3.55 |
性能合格率 | 100% | 100% | 100% |
1.5控制阶段
通过将改进措施纳入管理文件,明确新的流程,保证改进成果得以保持。控制计划表见表8
序号 | 所属工序 | 控制对象 | 控制目标 | 测量单位 | 控制方法 | 判定标准 |
1 | 原材料 | 铝锭中Ti+V+Mn+Cr 含量 | ≤0.01 | % | I-MR图 | 控制图判定标准 |
2 | 铝锭中Si含量 | ≤0.05 | % | I-MR图 | 控制图判定标准 | |
3 | 成分配比 | Fe含量 | 0.6-0.7 | % | I-MR图 | 控制图判定标准 |
4 | B含量 | 0.04-0.05 | % | I-MR图 | 控制图判定标准 | |
5 | Re含量 | 0.09-0.11 | % | I-MR图 | 控制图判定标准 | |
6 | 连铸连轧 | 浇铸机速度 | 850±5 | rpm | I-MR图 | 控制图判定标准 |
7 | 乳化液温度 | 48-52 | ℃ | I-MR图 | 控制图判定标准 | |
8 | 乳化液压力 | 0.3±0.01 | MPa | I-MR图 | 控制图判定标准 |
2 项目收益
(1) 通过以上六西格玛改进在“8030铝合金导体配方开发”项目中实践应用,公司生产的8030铝合金导体合格率由62%提高到100%,自巩固期起的一年内产生直接经济效益1605.7万元。
(2)项目实施过程中,通过各部门、各专业人员之间的沟通协作,消除了部门间的壁垒障碍,最终实现了跨部门、跨专业的无边界合作。
(3)已形成发明专利一项;提高团队人员业务水平,提高公司品牌美誉度。
(4) 项目实施后,该电缆公司8030铝合金电缆质量的提升可有效提高该产品的价格和销售量,进一步提升该电线电缆公司在电线电缆市场和客户心目中的形象,为实现公司战略目标形成有力的支撑。





楼主最近还看过
- 制造业实施精益生产培训成本...
 [1275]
[1275] - 东莞农化六西格玛黑带项目选...[563]
- 工商银行采用精益六西格玛管...[477]
- 北京X桥梁建设公司FMEA培训心...[1055]
- 北京烟草行业基于精益生产管...[463]
- 干货|PDCA循环的概念及重点介...[467]
- 精益管理之FEMA小组会议流程...[776]
- 怎么组建一个有凝聚力的团队...[2178]
- 如何整理选厂报告[507]
- 湖南工厂设施布局问题精益改...[1107]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
