基于智能网关的智能工厂整体解决方案 点击:481 | 回复:0

智能工厂是在数字化工厂的基础上,以实现生产过程和经营业务最优化为目的,利用物联网技术和监控技术加强信息管理服务,提高生产过程可控性、减少生产线人工干预,合理计划排程,实现信息统一,集团化统一监控,实现产品生命周期和备品备件管理,提升制造工厂的智能化程度,降低运行维护成本,促进企业产业升级。

方案需求
● 采集工厂产线设备的运行状态、生产产量、设备稼动率以及故障报警到物联网系统
● 数据分析:OEE分析,能耗分析
● 巡检维护、设备保养、报表统计等
● 通过现场摄像设备直接查看现场情况;
● 物联网系统有触发机制针对报工和故障报警实时跳窗展示或短信通知管理人员。
● 通过工厂的数据看板,直观显示系统运行情况、排班情况、工艺流程监控等
解决方案过程
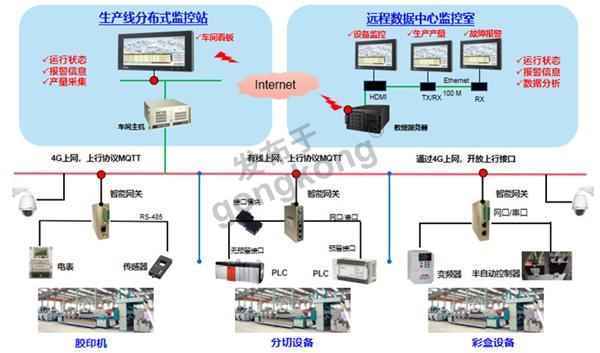
现场设备通过温度、压力流量计等传感器的反馈信号;摄像头现场的监测;以及智能电表的数据汇总,通过物通博联智能网关采集传感器、电表、PLC等设备,并在网关里面边缘计算把数据标准化以后以MQTT-JSON的格式将数据集中发送给云平台,云平台使用相应的脚本将数据进行计算和汇总,从而反映出现场生产的实时概况以及相应成本能耗的报表产生,从而对产品的质量、成本等进行相应的管控。
解决方案优势
实现产品服务智能化:通过工业物联网运维系统,使原有产品和服务实现了智能化升级改造。通过时时掌控设备信息、实现了高效的设备、厂家、代理商、客户、人员一体化管理流程。
提升行业竞争优势:更加有利于客户对产品使用。实现客户对产品的智能化使用、智能化管控。提高了工作效率,降低了非智能设备使用过程中的操作风险和成本风险。
提高企业和客户的黏性:通过智能化服务,随时为客户提供各种信息,通过生命周期管理系统,保障客户设备良性运作和使用寿命。变被动服务为主动服务。





楼主最近还看过
- 装Winccflexible后集成在STE...
 [1983]
[1983] - 求助,MS PROJECT使用手册[1739]
- 广州工控朋友想聚会吗?[1583]
- 有谁会用wincc professional...[4267]
- S7-300的n个常见问题解答[9534]
- 扫描<此处内容被屏蔽>没有反...[3087]
- PTC基础知识[7614]
- 免费赠送组态软件试用光盘[1570]
- 印刷方面的资料,需要的请进[2433]
- 轧机和轧机电控[2777]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
