有关尾轮轴磨损问题,有效的修复技术才是王道 点击:64 | 回复:0

发表于:2022-01-13 16:21:08
楼主
烧结机由于在工作中长期传递大扭矩,容易造成金属的疲劳变形,导致尾轮轴磨损等故障,同时由于烧结机一般比较庞大,导致修复产生一定难度。
尾轮轴磨损修复工艺分析:
受使用环境的限制,传统的堆焊机加工、热喷涂和电刷镀等手段都需返厂修复,拆装运输费用高,修复工期长。且无论是堆焊后机加工还是热喷涂方式,都避免不了热应力的影响。热应力无法彻底消除,对于轴本身来说存在巨大隐患,严重者更是会造成轴头断裂的现象,而电刷镀的方式只适合磨损量很小的情况,在应用方面局限性较大。
索雷碳纳米聚合物材料修复技术根据不同磨损情况采用不同修复方案。利用材料现场对尾轮轴磨损部位进行修复,在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短,短时间内完成修复和安装工作。该技术在线维修过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受轴单边磨损量的限制。
案例介绍:
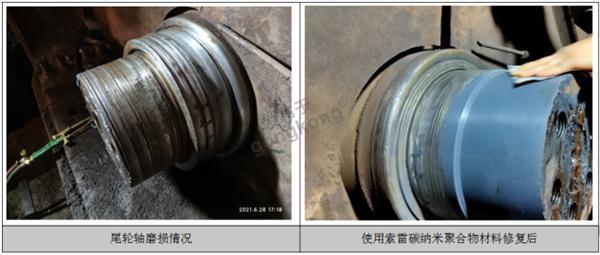
某企业的烧结机尾轮轴出现磨损,轴承位直径Φ300mm,磨损深度0.8-1.8mm,由于之前企业采用过索雷技术,使用效果一直非常良好,所以这次依然选择了该技术,具体的步骤如下:
![]()
1)用氧气乙炔对待修复部位进行烤油处理,去除所有油污和杂质,直到无火花四溅表面干燥;
2 )用磨光片对待修复部位进行打磨处理,尤其是局部坑洞或沟槽,确保处理后的表面粗糙无浮尘;
3 )根据定位基准保证轴承在装配后有足够的预紧力,工装涂覆SD7000脱模剂;
4 )调和并涂抹SD7101H材料,使材料充分与金属接触,过程中避免出现气孔;
5 )材料经过加温后固化后成型,检验修复表面平整度及光洁度是否达到使用要求,检查材料密实度;
6 )进行轴承的装配工作,安装过程中要确保轴承游隙达到正常运行时的技术要求。
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- 三相四线制总零线断开后如何...
 [1498]
[1498] - FANUC数控卧加全闭环改半闭环...[5080]
- 清楚电机制动的请帮忙看看!!...[1453]
- 三菱PLC中的输出模块QY41P烧...[1837]
- 西门子G120报警F7807[5553]
- 求助安川变频器开机显示SC,急...[1409]
- ACS800-04制动斩波器故障[1375]
- 请教三菱MR-J2S-200A伺服驱动...[19917]
- 电动机保护器报启动超时[2206]
- 西门子840D M 代码如何自己编...[2453]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
