smart200程序,求专家修改指导~ 点击:678 | 回复:13

发表于:2021-09-26 11:39:47
楼主
200分-未结帖
各位大神,我是一个新手。
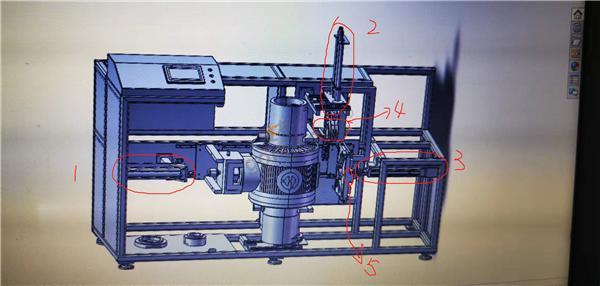
下面是一个焊接设备。1是左侧气缸左右运动,2是上顶部气缸向下运动,3是伺服电机模组。4是加热板连接在上气缸上。5是2对气爪连接在3号伺服上。
运动方式是,先把工件放入。然后光电开关检测到位,按下开启按钮,4号加热板温度加热到200度,不满足200度无法工作。满足要求开始工作,5号抓手闭合,1号和2号气缸开启。到位后3号伺服电机向前推出,压力传感器反馈到设定值以后,停留60(可以设定)秒。3号伺服收回设定距离 200mm. 2号气缸关闭抬起加热块。抬起到位后。3号伺服计续向左伸出,当压力传感器到达设定力值后,停留2分钟。5号抓手关闭。然后伺服回原点,1号气缸关闭。工作结束!哪位大神能帮我改一下具体程序。再次万分感谢。
在下邮箱ekin_9033@qq.com
 正在下载,请等待……
正在下载,请等待……


下载附件需0积分!
1分不嫌少!
赏





楼主最近还看过



发表于:2021-09-27 17:51:45
4楼
你这个程序搞得太乱了,搞个案例好好研究研究吧,有几个建议:
一、子程序不要带条件的调用,因为调用条件不满足时,已经置位的数据没法复位,用sm0.0无条件调用,执行条件加在子程序里
二、你的子程序分的太乱了,可以按以下来分:
主程序(ob1):除无条件调用子程序外,写上电需要初始化对的内容,复位或置位哪些东西,还有报警后的处理逻辑,需要复位哪些东西,急停的逻辑;
子程序(伺服1):包括伺服控制的子例程块,相关数据转换
子程序(伺服2):同上;
子程序(气缸手动):气缸手动控制逻辑,自动控制的在其他子程序里,也可以写一个带参数子程序重复调用构成此块;
子程序(自动控制):按照工艺流程写自动控制的逻辑,使用S继电器或者自己设置一个控制字;
子程序(温度与压力):相关数据计算,数模转换等


热门招聘
相关主题
- 时钟继电器M8012、M8013究竟产...
 [29093]
[29093] - 盘点最有影响力的十大国产PL...[9372]
- 维修电工技师PLC考试题[9599]
- PLC结构化编程中的EN,ENO是什...[24645]
- PLC有输入,没有输出[23792]
- 提供三菱技术交流平台之二[8145]
- 不同类型的PLC之间的连网通讯...[9708]
- PLC、DCS、FCS三大控制系统的特...[11448]
- 学习PLC必备的前提条件[11268]
- 一欧姆龙plc的ERR灯亮了,如何...[9620]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
