东莞某企业基于VSM价值流图进行产品分析 点击:394 | 回复:0

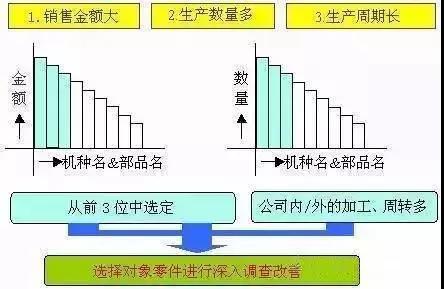
某企业要求在全公司内开展全员参与的改善活动,以对市场变化做出快速反应,由于企业生产的产品种类非常多,且大多数产品的主流生产过程大同小异,为此,企业在改善过程中选择了一个典型产品进行VSM价值流图分析。如下图所示:销售金额大、生产数量多、生产周期长的一种零件被选择出来进行分析。这样,分析调查就有针对性,便于经常性调查,验证起来也比较容易。
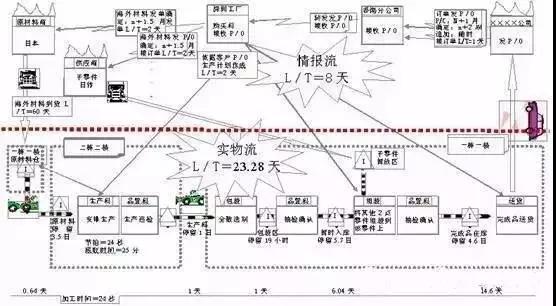
对这种零件进行详细的调查后发现,这种零件的基本资料为:P/O 每月4次,订单量每月约14000Pcs,每月进行3次生产,日产量约3600Pcs,每周送货两次。相关人员据此画出了企业的信息流程和实物流程的现状图,如第9页图所示。从现状图中粗虚线以上部分可以看到:客户向香港的分公司发出订单,香港分公司再以E-mail或传真的形式传到深圳的这家工厂。工厂接到订单后花了两天时间制定生产计划,又花了两天分别向两家供应商发送原材料采购订单。整个信息流L/T是8天时间,海外材料到货L/T则是60天。
现状图中粗虚线以下部分为实物流:提前3~5 天把原料领好后,在工厂的二栋二楼中开始组织生产。生产完成后由品质管理科开始检验,停留1天后更换场地进行包装,在包装区域内停留十几个小时。包装完成后,品质管理科每隔6小时抽检一次,然后进行组装。组装完成后再由品质管理科进行确定,确定后的成品在库房中放置14天后开始出货。整个实物流L/T折算下来需要23~28天的时间。
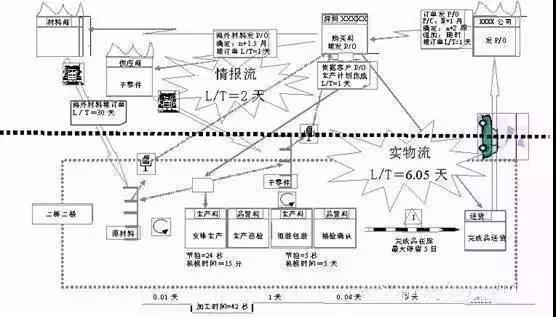
工厂设想的信息流和实物流的理想状况如下图所示。从理想状况图中可以看到:接到紧急订单后,只需要花费2天时间就可形成生产计划;在最紧急的状态下,只需要花费6天的时间即可完成实物流。因此,从领料开始算起,这家工厂设计的理想的信息流L/T为2天,理想的实物流L/T为6.05天。
通过信息流程和实物流程的现状图与理想状况图的比较,这家工厂组织人员开展了热烈的讨论,通过讨论发现很多问题点:第一、信息流通过香港分公司周转后周期长、成本高;第二、原材料订购时间需要60天,延缓了周转速度;第三、在产品生产过程中,生产L/T时间长,中间的在库量太大,重复地搬送和停顿非常多;第四、成品的在库量太大,时间长达14.6天。
暴露出问题点后,工厂制定出了相应的改善目标,开始着手解决问题。通过从接订单、调度、生产到制品出货位置的流程改善,缩短全体L/T。这家企业完成了以下目标:情报处理L/T从原来的8天缩减为4天,材料接收L/T从60天缩减为30天,生产L/T由23.28天缩减为11.8天,在制品库存量从15184个/月缩减为7592个/月。





楼主最近还看过
- 例:某阀门公司的精益生精益培...
 [481]
[481] - QFD的四个阶段及举例说明[486]
- 精益管理咨询中的“三心”管理...[537]
- 求PLC模块可带6轴三菱PLC模块...[1621]
- 六西格玛管理统计指南(第三版...[581]
- 六西格玛在处理垃圾渗滤液改...[674]
- 杭州造纸业落实TPM管理工作的...[507]
- 怎么找有特种电源需求的客户[500]
- 纺织行业怎样建立精益指标体...[1096]
- 北京某公司精益六西格玛与IE...[1485]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
